

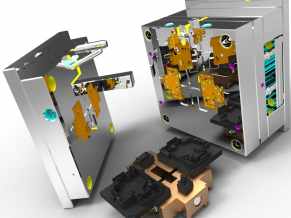
预览图1
软件版本:UG8.0
文件格式:prt文件﹑装配部件
无心磨床用以磨削工件外圆。磨削时,工件不用顶尖定心和支承,而是放在砂轮与导轮之间,由其下方的托板支承,并由导轮带动旋转。当导轮轴线与砂轮轴线调整成斜交1°~6°时,工件能边旋转边自动沿轴向作纵向进给运动,这称为贯穿磨削。贯穿磨削只能用于磨削外圆柱面。采用切入式无心磨削时,须把导轮轴线与砂轮轴线调整成互相平行,使工件支承在托板上不作轴向移动,砂轮相对导轮连续作横向进给。切入式无心磨削可加工成形面。无心磨削也可用于内圆磨削,加工时工件外圆支承在滚轮或支承块上定心,并用偏心电磁吸力环带动工件旋转,砂轮伸入孔内进行磨削,此时外圆作为定位基准,可保证内圆与外圆同心。无心内圆磨削常用于在轴承环专用磨床上磨削轴承环内沟道。

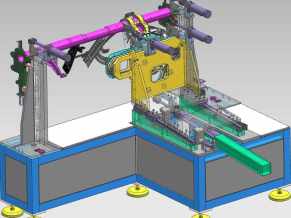
预览图2















UG设计")





cad图纸")

