

布局
该机器人工作站主要用于工程机械油箱外部焊缝的自动化焊接。本案设备采用单工位三班制,每班工作时间8小时,并且设备满足24小时三班连续作业工作能力。
本工作站采用单机器人双工位的焊接方式,盘装焊丝,考虑到工件的装夹、吊装和工作站占地面积,本工作站机器人安装在可移动的滑台上。
本工作站主要包括弧焊机器人、焊接电源、一维滑台、L型变位机、清枪站、水冷系统、系统集成控制柜等组成。
机器人工作站动作流程:
将工件安装在工装夹具1上→机器人移动到1#工位→启动机器人→弧焊机器人开始寻位→起弧焊接(带电弧跟踪)→焊接完毕→机器人移动到2#工位进行焊接→卸下1#工位工件并装夹新工件→2#焊接完毕→机器人移动到1#工位,以此类推,进行作业循环。

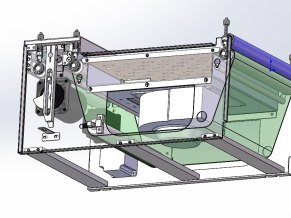
待焊工件及变位装置

工件压紧

焊机,清枪剪丝

机器人行走滑台

近景

库卡KR5焊接机器人

外形尺寸
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!












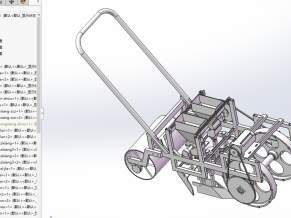









SolidWorks模型")

