

设备
本模型为上柱管合件压入装机、转向上轴拔出机,主要说明书如下:
1.目的:手动安装下卡簧,上柱管手动涂油;自动装配橡胶缓冲垫,自动压装上柱管,自动拉轴,压上卡簧(即:压装卡簧拉轴装配机)。
2.兼容产品:A13TE、ZTM11E、FE-3DA
3.设备操作流程(50s)
STA0(28s)
1.取上柱管放在涂油工位自动涂油(手动2s)
2.取减速箱合件放入卡簧安装夹具上,手动安装卡簧(手动14s)
3.将已涂油的上柱管扫码装在自动设备中(手动6s)
4.将已安装下卡簧的工件扫码装在自动设备中(手动6s)
STA1(17s)
1.人工下料(手动3s)
2.取管柱组件放入转盘上的下夹具(手动3s)
3.取涂油完成的上管柱,松开手柄,放入定位夹具上(手动4s)
4.定相压紧气缸压紧调节支架(自动1s)
5.管柱推直气缸将倾斜的管柱推直(由于弹簧力拉斜)(自动1s)
6.轴向定位气爪夹紧上管柱(自动1s)
7.取下一个上管柱放入涂油夹具内(手动3s)
8.拍下启动按钮(手动1s)
9.上管柱移载机构将上管柱移动至中间等待位置(2s)
STA2(8s)
1.压板气缸伸出(1s)
2.确认压装气缸伸出,将转向轴压到底(2s)
3.压板气缸缩回(1s)
4.确认压装气缸缩回(2s)
视觉检测下卡簧是否安装到位(2s)
STA3(13s)
1.缓冲垫抓取机构将缓冲垫套入转向轴(6s)
2.气缸下压将缓冲垫压到位(5s)
3.相机检测缓冲垫是否压装到位(2s)
STA4(23s)
1.上管柱移载机构将上管柱移动至伺服压机下方(自动2s)
2.下支撑机构伸出,撑住下夹具(1s)
3.伺服压机下压,将上管柱压入管柱组件(11s)
4.下夹具定位支撑机构缩回(2s)
5.伺服压机缩回初始位(3s)
6.上管柱移载机构将上管柱移动至STA1(4s)
STA5(24s)
1.伺服电缸下降(2s)
2.拧紧伺服旋转,将引导套套入输入轴(2s)
3.挡圈送料机构送一个挡圈到引导套上(7s)
4.推出气缸释放推爪(1s)
5.夹爪气缸再次夹爪引导套(1s)
6.伺服电缸上升,拉动引导套将挡圈压入槽中(4s)
7.拧紧伺服旋转,卸下引导套(2s)
8.伺服电缸上升将引导套提起(2s)
9.顶升气缸缩回(2s)
[说明:step文件大,打开需要一段时间]

设备内部主体

设备细节图

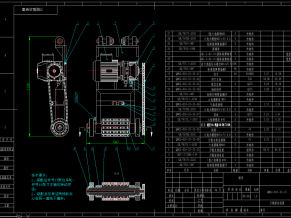
设备主视图

设备侧视图

设备俯视图



















")


――Inventor2016 ,另含stp通用格式")
")

