

零件图-Model
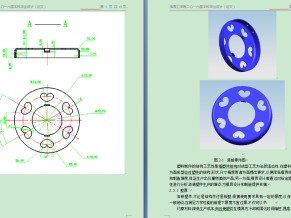
该零件为轴承支架,安装轴承,形状一般,精度要求并不高,零件的主要技术要求分析如下:(参阅附图1)
(1)由零件图可知,零件的底座底面、内孔、端面及轴承座的顶面有粗糙度要求,其余的表面精度要求并不高,也就是说其余的表面不需要加工,只需按照铸造时的精度即可。底座底面的精度为Ra6.3、内孔、端面及内孔的精度要求均为6.3。轴承座在工作时,静力平衡。
(2)铸件要求不能有砂眼、疏松等缺陷,以保证零件的强度、硬度及疲劳度,在静力的作用下,不至于发生意外事故。
二确定生产类型
已知此轴承座零件的生产纲领为5000件/年,零件的质量不足100Kg,查《机械制造工艺与夹具》第7页表1.1-3,可确定该拨叉生产类型为中批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,采用专用工装。

夹具体-Model

毛坯图-Model

装配图-Model

综合卡-Model




![Z001 主轴箱部件设计[P=4kw 最低转速30 公比1.26 z=18]CAD图纸+说明书](http://img.jixie5.com/d/file/2019/02/22/a909e9535c0f74e9e4438a74c45861de.png@!l)
















+工艺卡")