

设计图
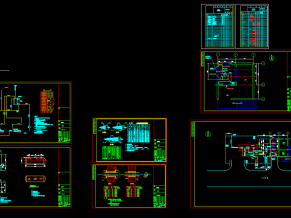
6M2刮板薄膜蒸发器设计图
技术要求:
1.筒体两端法兰粗加工后与筒体组焊,然后与筒体一起精加工,内筒进行抛光处理.
2.设备制造完毕后,对内筒和夹套分别进行水压试验,水压试验用水的氯离子含量应试验合格后,应立即将水渍去除干净.
3.设备上减速机凸缘和上封头在组焊后一起加工,凸缘上机架结合面和轴封底紧密面应与釜体轴线垂直,其垂直度公差≤0.3mm.
刮板轴与容器内壁的同轴度公差为0.5mm,装配后刮板端面与容器内壁间隙8mm.
4.设备组装后在搅拌轴密封处测定轴的径向摆动量≤0.1mm,轴向串动量≤%%P0.2mm.
5.组装后先进行空运转.时间≥30分钟,然后以水代料并使设备内达到工作压力,进行试运转,达到机械密封
跑合时间,直到密封运转正常为止,不得有不正常的噪音,[≤85db(A)]和震动等不良现象.
6.压力试验时,单端面机械密封处泄漏量不超过5mL/h为合格.
7.设备不锈钢内壁抛光表面粗糙度Ra≤0.4μm,外表面抛光处理,表面粗糙度Ra≤0.8μm.碳钢部分涂防锈漆两度.
8.本设备夹套的工艺系统中须安装安全泄放装置. 9.法兰与筒体之间的焊接接头PT-100%%%渗透检测,符合NB/T 47013.5Ⅰ级要求.
10.吊耳与件号17(凸缘兼法兰盖)的焊缝应进行PT-100%%%渗透检测,结果符合NB/T 47013.5Ⅰ级要求。
11.限高5900mm。

立面结构图

平面结构图

设计参数

制作节点图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!

























")