

设计图
1.按《立式圆筒形钢制焊接油罐设计规范》GB50341-2014及参照《钢制焊接常压容器》NB/T47003.1-2009、
《立式圆筒形钢制焊接储罐施工及验收规范》GB50128-2014进行设计、制造、检验和验收。
2.焊接采用手工氩弧焊,304之间焊丝牌号为ER308L,直径均为Φ1.6-2mm,可采用其他焊接方式,但需出具
焊接工艺评定书;
3.焊接接头型式和尺寸除图中注明外,其余按HG20583-2011和GB150.3-2014《钢制压力容器》中的规定,
接管等角焊缝应圆滑过渡,焊角高度按较薄板的厚度。
4.所有焊缝不允许有咬边,焊缝错边量不超过0.40mm,容器内外均不允许有超过0.10mm的机械损伤,容器内焊
缝应打磨光滑,无焊瘤、毛刺。焊缝余高≤1mm,外焊缝做带状抛光。
5.底板对接组装前,必须按图纸对基础与罐体的连接尺寸实测;底板焊接完毕后,其局部凹凸变形不应大于变形长度的2%,且不超过50
mm;底板的焊缝采用100%着色探伤检查,罐壁的环焊缝进行10%%%射线探伤,罐壁的丁字焊缝和纵焊缝进行100%%%
射线探伤,罐体开孔处焊缝进行10%%%射线探伤,符合NB/T47013.2-2015Ⅲ级为合格。
6.罐壁组装焊接后要求:垂直度公差要小于50mm,局部凹凸变形应平缓,变形要≤13mm。罐体内表面任意点半径的
允许偏差为±13mm.
7.设备制造完毕后,以不低于5℃的水(水中氯离子含量不超过25mg/L)进行充水试验,48小时罐体无渗漏和异常变形为合
格;充水试验必须始终在监视下进行,并应与土建设计和施工部门密切配合,基础的沉降观测应符合GB50128-2005
中6.4节的规定。水压试验完毕后后,水渍应用干燥空气吹干。
8.罐体安装前必须对酒罐基础按土建部门基础设计文件中的要求和备GB50128-2014有关对基础的要求进行检查,验收
合格后方可进行罐体组装。
9.预制完毕后的罐顶板、罐壁板、包边角钢在堆放、运输和起吊过程中应采取有效措施防止变形。
10.管口开口方位根据工艺管线图现场确定。
11.防雷静电接地装置数量见消防防雷接地专业施工图,安装方位根据消防防雷接地专业施工图纸现场确定。
12.消防口数量见消防专业施工图,安装方位根据消防专业施工图现场确定。
13.设备安装醒目的铭牌。
14.因本设备盛装危险化学品,为保证设备制造的质量和消除安全隐患,选择具有独立、完整的压力容器制造资格和质保
体系及相应安装资质的施工单位来制造安装。
15.所有罐底焊缝采用真空箱法进行密封性试验,试验负压值不得低于53KPa,无泄漏为合格。

部件材料

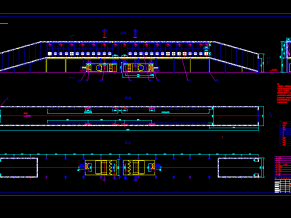
立面结构图

平面结构图

设计说明

制作节点图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















设计CAD图纸+说明书")








