

设计图
板焊件涂装设备工艺平面布局图dwg
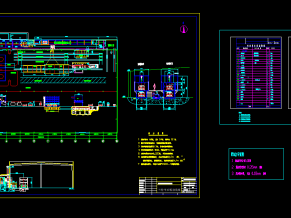
技术说明
一.设计纲领
1.工件名称:板焊件
2.工件综合最大尺寸:L2000×W1000×H1500mm
3.工件综合吊挂工件最大尺寸:
L2000×W1000×H1500mm
4.单点吊重:120kg
5.喷涂要求:油漆、粉末
6.吊具高度:1080(轨道顶面至工件顶面)
7.设计链速:喷漆V1=1.2m/min喷粉V1=2m/min
(0.5-2.0m/min连续可调)
8.工件吊挂方式:见图
二.总工艺流程
1.喷漆线工艺流程
1.1:上件
1.2:喷底漆
1.3:流平RT 6-8min
1.4:喷面漆
1.5:流平RT 10min
1.6:烘干130-140%%dC 30min
1.12:强制冷却下件
2.喷粉线工艺流程
2.1:上件
2.2:喷粉
2.3:粉末固化200-220%%dC 20min
2.4:强制冷却下件
三.设备数量和主体尺寸(L×W×Hmm)
1.喷漆室: 4000X4300X3600(4座) 5000X4300X3600(1座)
2.喷粉室: 4000X2200X2500(1座) 5000X2200X2500(1座)
3.流平室: 2座
4.烘干、固化系统: 31700X3800X3200(1座)
5.输送设备: QXG-300,长约235米

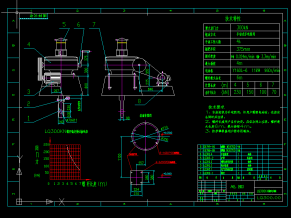
烘干室加热装置

基础图

涂装设备工艺平面总图

五气动力管路总图




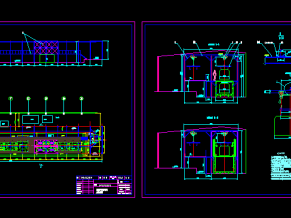



















工艺平面布置图")