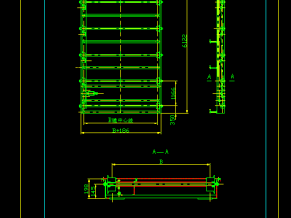
装配总图
80万kcal手烧燃煤间接换热热风炉套图
技术要求
1.焊缝要求严密,组装后按压力容器要求打压试验,烟气、空气通道无溢漏;
2.焊缝高度不低于板厚,焊缝连续均匀,无夹杂、无空洞,高温下不开焊;
3.采用同材质或同强度焊条,耐热钢与碳钢对接,采用耐热钢焊条;
4.套筒、套管对接时,应打坡口,套筒采用双面焊接;
5.密封板(图15、25、28)、空气隔板(图27)、辐射喷流锅(图20)、烟管(图14、26)。要特别注意加
强焊接强度,尤其是上、下烟管及烟气套筒下密封板能双面焊接的部位,应双面焊接;
6.各层套筒、套管间要严格同心,套管换热体内管的插入深度,要严格到位;
7.燃烧室砖砌上部浇注一层浇注料(材质为耐火粘土,结合剂为矾土水泥425 #以上),浇注形式为
字形锚固钩,用%%C10mm圆钢焊成,间隔每隔180mm一根;
8.法兰Ⅰ、Ⅱ间加石棉绳密封辫密封,摆放时要放平整,不断裂,接头处相互接>50mm,烟管内、外侧各一根;
9.装运时,套管换热体各套管间、套管与辐射筒间用宽20mm的筋片加固焊再一起,以免运输时震动变形。

设计图

成套设计图

支架