ΦΦ θΧΊ–‘
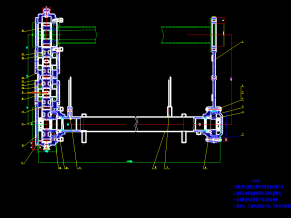
ΙΠ¬ :3.84kW;ΗΏΥΌ÷αΉΣΥΌ:1140r/min;¥ΪΕ·±»:22.5
ΦΦ θ“Σ«σ
1.ΉΑ≈δ«Α,Υυ”–ΝψΦΰ”ΟΟΚ”Ά«εœ¥,ΙωΕ·÷α≥–”ΟΤϊ”Ά«εœ¥,ΜζΧεΡΎ≤Μ‘ –μ”–»ΈΚΈ‘”Έο¥φ‘ΎΓΘΡΎ±ΎΆΩ…œ≤Μ±ΜΜζ”ΆΫΰ ¥ΒΡΆΩΝœΝΫ¥ΈΓΘ2.ΡωΚœ≤ύœΕ”Ο«ΠΥΩΦλ―ι≤Μ–Γ”Ύ0.16mm,«ΠΥΩ≤ΜΒΟ¥σ”ΎΉν–Γ≤ύœΕΒΡ4±ΕΓΘ3.”ΟΆΩ…ΪΖ®Φλ―ιΑΏΒψ:Α¥≥ίΗΏΫ”¥ΞΑΏΒψ≤Μ–Γ”Ύ40%;Α¥≥ί≥ΛΫ”¥ΞΑΏΒψ≤Μ–Γ”Ύ50%ΓΘ±Ί“Σ ±Ω…”Ο―–ΡΞΜρΙΈΚσ―–ΡΞ“‘±ψΗΡ…ΤΫ”¥Ξ«ιΩωΓΘ4.”ΠΒς’ϊ÷α≥–÷αœρΦδœΕ:F30ΈΣ0.02~0.03mm,F35ΈΣ0.025~0.04mm,F50ΈΣ0.03~0.05mm.5.Φλ≤ιΦθΥΌΤςΤ Ζ÷ΟφΓΔΗςΫ”¥ΞΟφΦΑΟήΖβ¥Π,Ψυ≤̖쬩”ΆΓΘΤ Ζ÷Οφ‘ –μΆΩ“‘ΟήΖβ”ΆΫΚΜρΥ°≤ΘΝß,≤Μ‘ –μ Ι”Ο»ΈΚΈΧνΝœΓΘ6.ΜζΉυΡΎΉΑHJ-50»σΜ§”Ά÷ΝΙφΕ®ΗΏΕ»ΓΘ7.±μΟφΆΩΜ“…Ϊ”ΆΤαΓΘ8.Ά®ΤχΤςΚΗΫ”‘ΎΙέ≤λΩΉΗ«…œΓΘ
…ξΟςΘΚΡΎ»ίά¥Ή‘”ΟΜß…œ¥ΪΘ§÷χΉς»®Ιι‘≠Ής’ΏΥυ”–Θ§»γ…φΦΑ«÷»®Έ ΧβΘ§«κ”κΈ“Ο«ΝΣœΒΘ§Έ“Ο«ΫΪΦΑ ±¥ΠάμΘΓ