

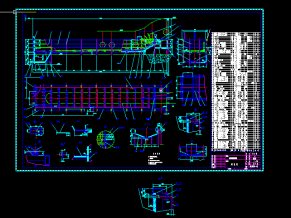
切削液集中过滤系统设计图
切削液集中过滤系统设计方案
根据磨削加工线平面布置,系统供液和回液建议采用当今国际上普遍采用的全封闭架空走管:
过滤机放在冷却间地面上,每台机床配一个回液箱,管道向两边分布,管道安装在机床中间的立柱上,使管路简洁并有利于系统清理。这样可以避免地沟地坑系统切削液蒸发造成的油雾污染、清理困难、以及地沟地坑难以避免的杂物落入切削液造成的切削液污染损失。
按要求,总供液泵取1000L/min @ 3bar。走管方案见图1,每台机床配一个回液箱。
1.2过滤机
采用LK100mV真空抽吸式纸带过滤,一步过滤到20微米。采用上置式净液箱和落地供液泵,便于箱体清理和泵的维护保养。
真空抽吸式纸带过滤机由脏液箱、筛孔板、滤纸输入机构、抽液箱、净液箱、过滤泵、供液泵、括板排污机构、滤渣脱液机构、滤纸刮渣机构、废纸收卷机构和PLC控制系统组成。由回液泵送来的切削液进入过滤机的脏液箱,脏液箱下面为筛孔板与过滤纸组成的过滤层。抽液箱在过滤泵的抽吸作用下形成真空,使过滤层上下两面形成压力差,脏切削液在压力作用下快速渗透滤纸进入抽液箱成为净液,并被过滤泵抽送到上面的净液箱内,过滤精度可以达到10~20μm,再由供液泵按一定的压力输入架空供液管,送到各台机床。
过滤泵采用2台并联,1台过滤,1台备用。

磨削油集中过滤系统图

切削液集中过滤全架空管道布置图

设计方案

纸带真空过滤外形图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
























")
