

设计图
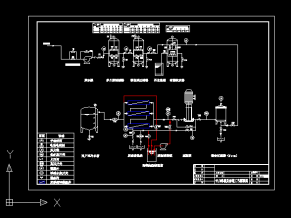
热镀铝锌工艺简化图(20万吨右传动)
20万吨连续热镀铝锌生产线具有以下特点(1)工艺先进可靠本机组采用美钢联法热镀锌工艺,具有操作简单、产品质量高、生产灵活、产品适应性强、工艺技术可靠等特点。(2)设备选型合理、先进机组设计中选用了大量先进、可靠的技术和设备:①在炉子的出口段设置了热张辊,可以实现炉子段和工艺段的张力分开控制,为工艺段的正常运行和稳定的镀层质量提供了保障;冷却段采用RJC控制,气体喷射风机采用变频调速可以有效、准确地控制钢带入锌锅的温度,可有效消除带钢镀前冷却不均的问题。②气刀风机的供风量变化范围大,气刀风机采用变频调速控制,有利于准确控制锌层厚度和降低生产成本;气刀横移调节机构采用高精度变频调速传动,升降采用工频电机传动,可准确调节气刀位置并为以后的闭环控制创造了条件。③采用四辊式带液压AGC压上控制的湿式光整机,最大轧制力530t,最大弯辊力70吨;能减小和消除带钢的屈服平台,改善机械性能。④采用我液压快速升降拉伸弯曲矫直机,板形控制精确可靠、操作方便准确。⑤采用先进的辊涂钝化技术,可准确控制钝化膜厚度,改善钝化效果并缩短生产线的长度,同时减少污染排放。⑥纠偏系统采用进口纠偏技术,可有效控制带钢的运行,提高机组生产的可靠性。⑦全线关键电控设备采用西门子公司的产品,确保电气控制系统的可靠性和准确性。
技术数据
产量: 20万吨/年
带钢厚度:0.20~1.2mm带钢宽度:800-1250mm
钢卷入口出口
钢卷内径508-610mm 508-610mm
钢卷外径1100-2100mm 1100-2100mm
钢卷重量max 25T max 25T
速度入口工艺段出口
200m/min 150m/min 200m/min
活套套量375m 240m

立面结构

设计参数
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















")








