

工艺总图
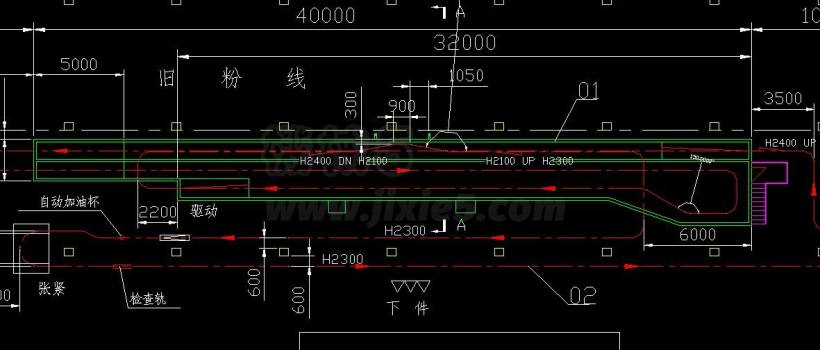
喷粉线平面布置图
技术说明:
1.工艺流程:工件上线吹水烘水(120-180℃,8-10min)冷却(8-10min)
静电喷粉固化(180-190℃,15-18min)冷却下线。
2.悬链QXT200-32,全线长330M,双驱动2.2*2KW,工艺链速V=3M/min。
(0-6.0M/min连续可调),处理最大工件L2500*W600*H1200mm。
输送机弯头除张紧座外,其余均为R600mm.
3.水分烘干炉桥式单行程,燃气热风循环,加热功率30万Kcal/h,循环风量22200M3/h.
4.固化炉桥式双行程,燃气热风循环,加热功率70万Kcal/h,循环风量39690M3/h
固化炉区域

烘干截面图

技术参数
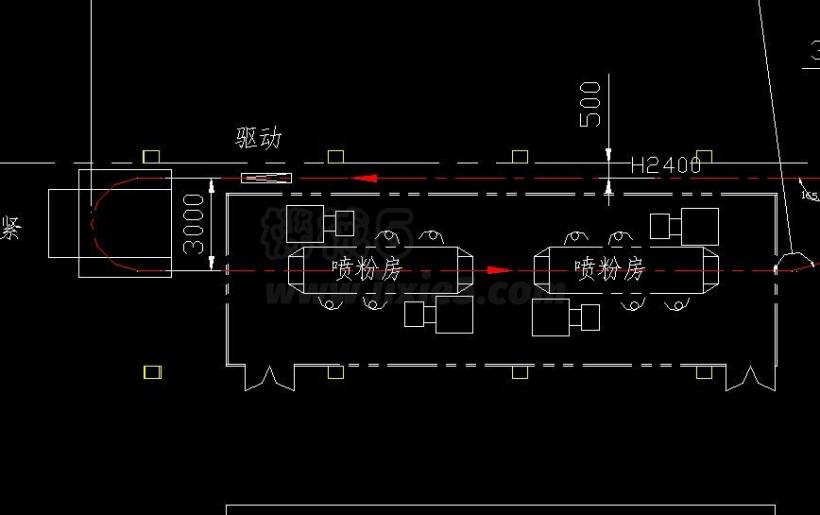
喷粉区域
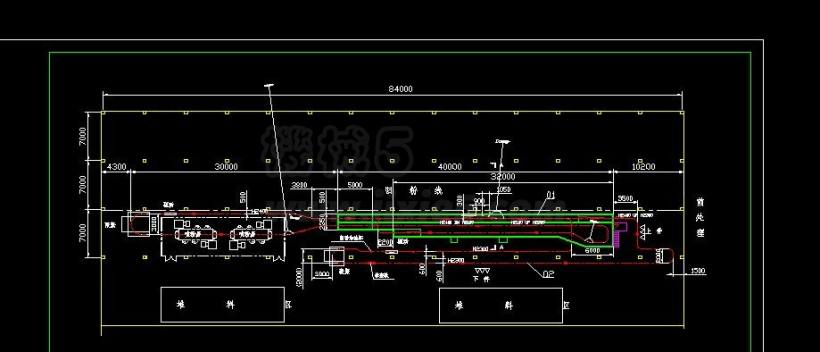
设备平面图















-2000")








