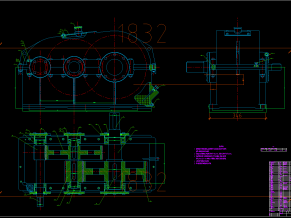
装配图
技术要求
1.装配前,所有零件需用煤油清洗,滚动轴承用汽油清洗,箱内不许有任何杂物,内壁用耐油油漆涂刷两次。
2.啮合侧隙大小用铅丝检测,保证侧隙不小于0.16mm。铅丝直径不得大于最小侧隙的两倍。
3.用涂色法检验轮齿接触斑点,要求齿高接触斑点不少于40%,尺宽接触斑点不少于50%。
4.箱内装中负荷工业齿轮油CKC150至规定高度。
5.箱座、箱盖及其他零件未加工的内表面,齿轮的未加工表面涂底漆并涂红色耐油油漆。箱盖、箱座及其他零件未加工的外表面涂底漆并涂浅灰色油漆。
6.运转过程中应平稳、无冲击、无异常振动及噪声。各密封处、接合处均不得渗油、漏油。剖分面允许涂密封胶或水玻璃。

输出轴

输出齿轮A2