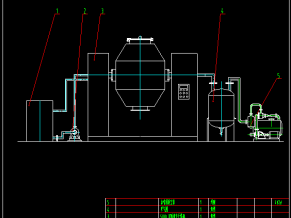
SAJ200-150-350.00װ��ͼ
����Ҫ��:
1.�����㲿������������ϸ�,���������������кϸ�֤��,����Ͷ��װ�䡣
2.װ��ǰ,������������(GB1789-79)��ϴ,�ǽ������ù�ҵ�ƾ�(GB394-81)��ϴ
3.ת�Ӳ���������ƽ������,����ȼ���G2.5
4.������ͨ��0.5Mpa�ྻѹ������������ж������ܷ��������,100��ѹ��������0.03Mpa
5.����������������������,ͬ���0.1mm,����ƽ�ж�0.3mm
6.װ�Ӹ���ȴˮ��ͷ����ͷʱ,���������ķ����ϴ�
7.��װ����ɺ�����ת�����Ӧ���,��������Ħ����ײ��
8.ˮ�������,��ѹ���������ɱ�ǻˮ��,�����������ݴ��ڱ�����,Ȼ���ƶ���
9.�õ����ᰴJB/T4297-92���ò�ƷͿ�Ἴ����������ִ�С�

SAJ200-150-350-02����

SAJ200-150-350-02A����ˮ��

SAJ200-150-350-03Ҷ��

SAJ200-150-350-03AҶ��ˮ��

SAJ200-150-350-04����

SAJ200-150-350-05��Ҷ��

SAJ200-150-350-06�ø�

SAJ200-150-350-07ˮ�70

SAJ200-150-350-08�ܷ�ѹ��(TL)

SAJ200-150-350-09����(TL)

SAJ200-150-350-10��

SAJ200-150-350-11֧��225

SAJ200-150-350-19Ҷ����ĸM39
���������������û��ϴ�������Ȩ��ԭ�������У����漰��Ȩ���⣬����������ϵ�����ǽ���ʱ������