

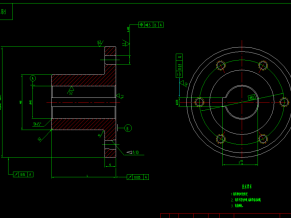
SZE100-200.00H合装图
技术要求
1.泵的油漆按JB/T4297-92《泵产品涂漆技术条件》标准执行
2.所有零部件须检验或试验合格,标准件、外购件必须具有合格证明,方可投入装配。
3.装配前,金属件用汽油(GB1789-79)清洗,非金属件用工业酒精(GB394-81)清洗
4.装接各冷却水接头及堵头时,允许缠绕四氟生料带
5.泵联轴器与电机联轴器对中,同轴度0.1mm,端面平行度0.3mm
6.泵体中通以0.5Mpa洁净压缩空气检查所有动、静密封的气密性,100秒压降不大于0.03Mpa
7.水力试验后,用压缩空气吹干泵腔水分,并将试验数据打在标牌上,然后将标牌钉好
8.转子部件须作动平衡试验,试验等级按G2.5
9.泵装配完成后用手转动电机应灵活,不允许有摩擦碰撞声

技术特性表

SZE100-200.00装配图

SZE100-200-03叶轮

SZE100-200-01泵体(配法兰)






















100-65-315化工流程泵设计CAD图纸")
80-50-400化工流程泵设计CAD图纸")
80-50-315化工流程泵装配图")
65-40-315化工流程泵装配图")