详细图
车轮电泳面漆涂装线工艺设备平面图
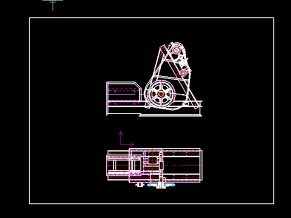
工艺设备平面布置图,能充分体现整体性好,美观大方;工艺设备的局部调整,车间内占用面积使用适当;图纸上标出有相应的工件排空区和转挂区;并表示出各典型设备的断面尺寸及结构,以及和土建需要衔接的地方的断面(比如通廊),明确了对土建设计的要求。
2.脱脂和磷化工序,采用浸喷相结合的方式进行处理,以达到充分满足工艺要求的目的,前处理的各工序,特别注意了避免槽间的窜液现象。
3.电泳槽电泳冲洗下来后,在电泳烘干前有一个吹干工位,用风机吹一下工件以减少工件带入电泳烘干室的水份。
4.线上烘干室为了保险起见,烘干时间按42~45分钟考虑,保证了车轮这样厚板工件有充分的升温时间,烘干室的燃烧器,也尽量配置了大功率,烘干温度调整范围也相应增加;烘干室的燃烧器,配置有废气回烧装置,以达到环保的排放要求。
5.悬链设计充分考虑了工件转弯和上下坡段的避免磕碰现象;面漆悬链的上下爬坡,按20°考虑,以保证工件的通过性,转弯半径也适当加大。
6.自动转挂装置,需现场试制最后修改成型,
7.喷漆室结合配置静电喷漆系统共同考虑,结构设计上留有安装静电喷枪系统的余地,

工艺设备平面布置

横截面图

设计图例

纵截面图