详细图
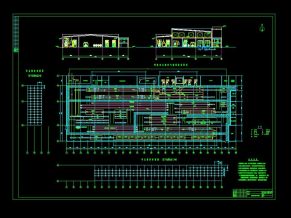
小部件涂装工艺方案图
涂装线工艺要求
序号工位工艺参数备注
时间(min)温度
1预脱脂1.0常温除油除渣装置
2脱脂2.0常温除油除渣装置
3水洗1 0.5常温
4水洗2 0.5常温
5水直洗0.4常温如不用可以空置
6防锈液1.0常温
7机械吹干0.5常温
8热风烘干12(有效时间) 140度燃气热风循环
9补喷1.2常温空气喷枪
10 DISK喷房1.5常温干式(清理方便)
11补喷1.2常温预留空间及相关配置
12流平10.0常温
13固化25(有效时间) 80度设计温度120度
14自然冷却10.0常温
要求:
1.工件组合尺寸500×500×800mm
2.单点吊重大于50Kg
3.悬挂链链接速3.5m/min,调速范围3~5m/min
4.喷房加自动灭火系统
5.燃烧机系统的可靠性及安全性保障的承诺
6.悬挂链尽量不于与厂房的梁、柱子连接
7.涂装线及清洗线设备尽量往厂房的两边靠,空间留给中间
8.立顶、卧顶两条涂装线采用同样的工艺
9.其他要求参照原有的涂装线规划要求
10.涂装线做细化设计
另外要求:按照原有磷化的工艺、提供两条涂装线、两条清洗线总的排水量、化学成分。

补充说明

工艺参数

工艺说明

设备布置

设备截面

输送示意图

说明书

![[河北]食品厂污水处理改造工程施工图](http://img.jixie5.com/d/file/2020/11/15/98e4781adc73c350ab8b87fe251caca1.jpg@!l)