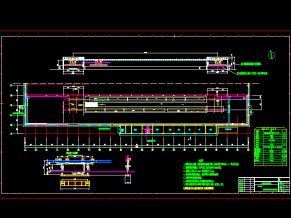
详细图
滑橇预投部件图
技术要求
1.除特殊注明外,所有各零件的机械性能及几何尺寸精度应符合链条国家标准的有关规2.本链条按GB8350-87标准长节距输送链P=125mm有关参数设计,用于滑橇式双链工艺线.定.
3.链条制造参考GB8350-87链条M80系列参数,要求其最小极限拉伸载荷不小于8000Kgf.
4.本链条按2000mm/单元组装,要求单元测量长度误差不大于0.15%.
5.每标准段须设一活连接,其余各连接处要求铆接,活接置于端部.(建议采用GB9459-88开槽薄螺母栓接)
6.销轴与外链片要求采用防止相互转动措施.(可参考本图所示方法)
7.按图装配,凹槽板未画出部分开口方向向下.
8.链条装配后要求滚子转动灵活,无任何卡阻现象.
9.凹槽板与内外链片可以采用焊接,但焊后要清理焊渣,应无变形现象.
10.链条出厂要求装箱时浸油处理.
11.当此链条用于烘干室时,制作时要求各相对转动件能正常使用,不得有卡死现象.

导轮装配

端盖

隔套

滚轮

滚轮组

链条总成

轮

套

销轴

轴