详细图
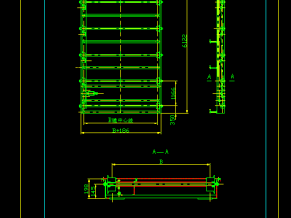
阴极电泳涂装总图
本工序采用的是阴极电泳,工件处在负电位。
工件电泳时间: 3分钟
工作槽液温度量: 26℃~30℃
电泳工作电压:约150V~250V
电泳干漆膜厚度: 18~22微米
电泳槽的二侧设有走步平台以便工作人员对电泳槽体设备进行检查和维修保养。
电泳槽的槽体用碳钢焊制,内涂5~8毫米厚的绝缘防腐层,该涂层外表面光滑平整,并能通过20,000伏的耐高压试验。
电泳槽设有漆液循环系统。槽液维持不间断循环,要求循环次数:>16次/小时(增效)。当电泳漆投入槽中以后该系统将不间断的工作,因此为了保证不停机,应对该系统配置“备用电源”。

电泳工艺详细说明

电泳功能图

立面图

平面图