详细图
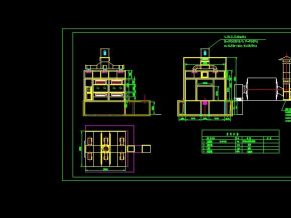
客车联合厂房工艺设备布置图
涂装车间
2.1车间任务及生产纲领
涂装车间主要承担客车白车身的PU发泡、刮腻子、打磨、底漆、中涂、面漆、彩条装饰漆的喷涂及烘干等任务。
涂装车间按照双班年产2000辆公交客车的生产纲领进行规划,按照最大车身为13.7×2.5×3.2m进行设计。
2.2设计原则及主要工艺说明
2.2.1设计原则
1)产品质量达到JB Z11-86标准中有关客车涂层标准。
2)工艺配置根据产品质量要求进行设计,工序齐全、完整、配套。
3)针对多品种、成批量的生产模式,充分考虑工艺和生产组织的灵活性及设备的通用性。
2.2.2主要工艺说明
1)涂装车间长114m,宽90m,由1个36m和2个27m的跨组成。工艺室体和工位布置在车间中间和西侧跨内,电动地行车布置在车间内,承担各工序间的工件转运。
2)针对镀层板材质特点及产量情况,工件的前处理采用整车手工擦洗的前处理方式,骨架在焊装车间进行除油、喷漆。
3)PU发泡室设送排风系统。
4)打磨室采用双工位室体,设置送排风系统,从车间内进风,排风经除尘过滤后排到室外。
5)平面布置上将喷漆室与烘干室相连,这样能避免湿漆膜在运输过程中受灰尘污染,从而提高车身油漆外观质量,减少打磨工作量。
6)采用水旋式喷漆室完成底漆、中涂、面漆喷涂工作。为保证产品质量和改善操作环境,喷漆室送风经空调机组过滤后送至喷漆室,室内冬季送暖风,保证室内温度在15℃以上。采用水漩式喷漆室,过喷漆雾经水漩捕集吸附后通过排风机高空排至室外。
7)设置漆泥处理间,水漩式喷漆室水循环系统经漆泥处理设备处理。
8)烘干室内采用直通式烘干室,两端设门,减少热气外逸,热风对流烘干。烘干室加热形式天然气加热,室内温度由60至140℃连续可调。
9)彩条喷涂工作设计在喷烘一体式喷漆室内完成。喷烘一体式喷漆室采用干式喷漆室,过喷漆雾采用玻璃棉和活性炭吸附处理,室体设送排风系统,从车间内吸风,排风设排风机高空排至室外。
10) PU发泡室、打磨室、喷漆室、烘干室、喷烘一体式喷漆室内设垂直地面链,客车车身放置在工艺小车上,完成各工艺室体内的工件进出和转运。
11)工艺设备、输送系统及辅助系统设备选型立足国内。
12)工艺流程
焊装车间来的合格白车身→前处理(喷淋式脱脂、水洗、磷化)→烘干→喷底漆→烘干→自然冷却→PU发泡→刮腻子→烘干→自然冷却→打磨→刮腻子(找平)→烘干→自然冷却→打磨→喷中涂→烘干→自然冷却→刮腻子(补砂眼)→烘干→自然冷却→喷面漆→烘干→自然冷却→检查→划线、贴纸→喷彩条→自干→喷罩光漆→烘干→自然冷却→检查、抛光→最终检查→合格送总装车间(不合格品经打磨、喷漆返修,合格后送总装车间)。
主要设备表见附表1。
2.3输送系统
采用电动地行车完成工件在工序间的运输,车身进出各工位采用垂直地面链系统完成移动。

二期方案图

方案说明

三期方案图

一期方案图