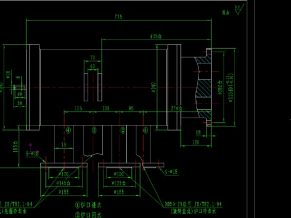
总图
1.所有与氧气接触的零部件不得有油污,否则一定要进行脱脂处理;
2.氧枪所用钢管不得锈蚀;
3.焊缝表面不得有气孔、咬边、弧坑、焊瘤、焊渣以及焊接过程中
产生的焊豆;
4.钢管拼接时,焊缝应打双向坡口,焊肉高不得低于母材,内管焊缝
不得高于1mm,外管焊肉不得高于母材2mm;
5.组装后做2.2MPa,持续40分钟水压试验,以不渗漏为合格;
6.试压合格后,要将管内的水放尽,进出水管、氧管应包扎好,以防
止铁屑及其它杂质进入;
7.氧枪在装卸及运输过程中严禁碰撞及枪身弯曲变形;
8.完工后,表面涂刷银粉。

内插管

中插管

文件