详细图
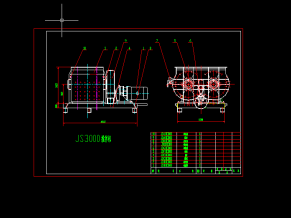
特汽工艺设备平面布置图(方案)
特汽制造工艺图
工艺是指把原材料加工为生产资料和商品的最经济、科学的过程和方法。作为一名汽车工程师,了解整车制造四大工艺是十分有必要的。对于一辆整车来说,工艺工作与产品设计是密切相关、相辅相成的。工艺离开设计,势必会造成浪费,设计离开工艺,产品就会没有意义。一般来讲,整车制造四大工艺分为:冲压、焊装、涂装、总装。
冲压
冲压是将钣金件按照设计要求,使用模具冲压成型的过程。冲压工艺在汽车制造工艺中占有重要地位,是整车制造的第一步。目前绝大部分汽车车身都是采用钢板、合金制成的,它们都是采用冲压工艺,成型出设计师想要的模样。冲压的零部件包括:左/右前翼子板、左/右侧外板、侧围后部(左/右后翼子板)、四门、顶盖、后备箱板、地板、前围板等。
冲压三要素:冲压设备、冲压模具、冲压板材。
冲压设备就是所谓的冲压机,可以实现切断、冲孔、弯曲、铆合、成型等操作。冲压设备的选择一般是按照生产数量、设备大小等来进行。一般来讲,整车厂的冲压设备分为2500吨、2000吨、1600吨、1000吨、800吨、500吨等
冲压模具是生产各类工业产品的重要组成部分,它以特定的形状来使原材料成型。模具已成为现代工业发展程度的重要指标,也是衡量一个国家制造水平的重要标志之一。冲压模具可分为四个基本单元:冲裁、弯曲、拉深、成型。根据工序组合程度,还可分为单工序模、复合模、连续模等。在设计阶段考虑成本因素,要尽量考虑少开模具,模具的变更、修改需要做好记录,防止出现不必要的麻烦
冲压板材:车身一般都采用低碳钢,车身的骨架和覆盖件多采用钢板冲压而成,车身专用钢板具有深拉延时不易产生裂纹的特点。根据车身不同位置,易锈部位使用多镀锌钢板,例如翼子板、顶盖等。一些承受应力较大的部位使用高强度钢板,例如散热器支承横梁、上边梁、B柱等。轿车车身结构常用钢板厚度为0.6mm~3mm,多数零部件采用厚度为0.8mm~1.0mm。
焊装
冲压成形后的钣金件通过焊接形成白车身。其实整个车身结构都是由一块块的冲压件彼此焊接拼凑起来的,如果焊接质量不过关可能会导致车身钣金变形开裂、产生异响、严重的影响人身安全。焊装车间一般都与冲压车间连接在一起,方便物料运输。焊接工艺一般采用电阻焊、二氧化碳保护焊等。据统计,一辆整车共计有5000-6000焊点。
焊接夹具在焊装车间起着支撑、装配、固定等作用,基本上所有的焊接件都需要夹具来保证正确的装配关系和几何尺寸、形状,同时也可以提高工作效率。
焊装车间环境恶劣,噪音大、空气质量差、有一定的危险性(焊接电流较大可以达到上千安培)、劳动强度大。焊装车间工作人员都需要佩戴口罩、手套(线手套+防割手套+半皮手套)、劳保鞋、围裙、安全帽等劳保用品。随着科技的发展,较好的整车厂焊装车间已经可以实现90%的机械化、自动化
涂装
涂装是指在汽车钣金件上喷涂一层特制的漆,起到保护金属、装饰美观等作用。涂装工艺比较复杂,对环境要求较高。主要包含有以下工序:漆前预措置和底漆、喷漆工艺、烘干工艺等,全程都需要一定量的化学试剂设置和细腻的工艺参数限制,对油漆及各项加工开发的要求都很高,涂装工艺一般都是各公司的机密资料。
对汽车车身的涂装来讲,要长时间在各式各样的天气情况下行使而不爆发漆膜、劣化和锈蚀,还要能保持其光泽、颜色和外观。一般的轿车车身涂装工艺是电泳底漆、中涂、面漆。电泳底漆与中涂之间若有焊缝,需进行密封和底板防护涂层的喷涂,以保障车身的密封、降噪和防锈。
总装
总装是将各个零部件装配白车身上的过程。由于所装配零部件较多,工艺复杂,零部件形状各异,无法实现机械化,自动化,因此总装是四大工艺车间员工最多、工位做多的车间。一般来讲,总装车间按装配内容,可分为:内饰线、底盘线、组装线、发动机线、四门线、仪表线、电池包线、机能线、淋雨线、品质门等。各个线体承担各自不同的工作内容,最终将所有零部件汇总到一起,经过加注、程序刷写,组装成一台合格的汽车。

冲压焊接车间

涂装车间

总平面图

总装车间