详细图
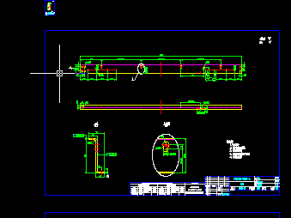
焊装车间动力系统安装图
1.压缩空气用户的平均耗量一期为4900m3/h,二期为5500m3/h,压缩空气已经在空压站集中净化,供气质量等级为2.2.3级。压缩空气管道设计压力0.8MPa,运行压力0.7MPa。
2.空压站的土建部分按照一期二期的总要求一次建成,设备部分分期实施。
3.空压站的设备基础必须在设备订货完成,并核对无误后再施工。
空压机、组合式低露点干燥器、过滤器等设备的排水管应根据设备接管位置,通过管道就近接入排水地沟或排水管道地漏。未净化的压缩空气管道及与压缩空气连通的排水排气管道采用无缝钢管,冷却水管及放散管道可以采用流体用焊接钢管,但也可以采用无缝钢管。
5.大于DN50的压缩空气管道采用镀锌无缝钢管,并采用法兰连接。钢管与法兰焊接完成后,应清除焊渣,并清除管内污物.焊口附近被破坏的镀锌层应用钢刷清除直至现露出金属光泽为止,然后涂刷防腐漆,并清洗吹干.管径小于DN40时,采用热镀锌焊接钢管,并采用丝扣连接。
6.除压缩空气管道外,管道的连接,除与设备、附件连接处用法兰或螺纹连接外,其余均采用焊接。管道焊接时要求采用氩弧焊打底,手工焊盖面,以减少焊渣,保证管道清洁。
7.水平敷设的管道变径采用偏心同底异径管,保持管底平齐,偏心异径管按国标94R404制作,或者购买成品。
8.管道的高点设DN15放气管,低点设DN20放水管,图中没有表示,但在现场应考虑安装,并将排放口接到附近地沟或地漏处.

动力管道平面图

动力管道系统图

工艺安装图

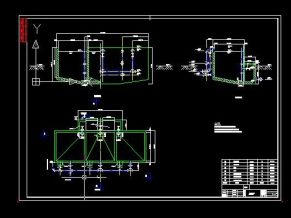
空压站工艺布置图

空压站工艺流程图

配套件明细

设计说明