��ϸͼ
��ʻ��Ϳװ����ƽ������ͼ
���ݼ�ʻ�Ҳ�Ʒ�ṹ�ص�,�����Ҳ�ȡ��Ϳװ���ո����ص�,Ŀǰ����Ϳװ��ϵ����1�����ڹ��̻�е��ҵͿ���Ҫ����,����ҵ����������Ʒ��Ŀ���г���ȷ��Ϳ��Ҫ��ѡ��Ϳ��,
�����������ֲ�Ʒ�ṹ,��Ϳװ�������Žϴ���,���������ѹ���͵ļ�ʻ��ǰ��������Ӿ������������Ϳװ���ս���,�������ճ���,��Ʒ������Ϊ�ȶ�;�����������ͲĺͰ�������ļ�ʻ��,���ڹ�����������ʴ������Ƥ,������Ը���,���������ʱ��Ҫ���dz�������Ӵ�ĥ��������յĵ���Ϳװǰ������������Ϊ[1]:Ԥ��֬(50��60��)����֬(50��60��)��ˮϴ(����)������(����)������ˮϴ(����)��ˮϴ(����)���к�(����)��ˮϴ(����)������(����)����(50��60��)��ˮϴ(����)��ˮϴ(����)����ˮϴ(����)����Ӿ������ɺ���Ϳ���ᡣ����,ǰ�������뿼�ǻ�ѧ���⡣������Ǽ�ʻ�ҹǼ�����ʴ,���ڰ����������,���Կ����Ͳĵ�������,ƴ�������岻�ٳ���;����ڰ����������,ֻ�ܿ���������⡣
���ڼ�ʻ�����ڱ����,���ʺϲ�����������ⷽʽ,����ϴ��������ʱ��ע��:�ٳ����ʱ����趨,��ͬ��ʴ�̶Ȳ�Ʒ����ʱ��ɵ�;�ڿ��ƴ�Һ������Ĵ���;�۳��������ѡ��,Ŀǰ���������Ϊ��,Ҳ������+���ᡢ��������,Ӧ��������������������к���ѡ����ε����װ����Ҳ����Ӽ���ĥ�������������ѹ���͵ļ�ʻ�һ��������Ǵ˹���,�����ڵ�һ���,���ڱ�����ʲ����Ⱥ�������������ɵ�ȱ��,һ����ͨ���Ҳ����Ӽ���ĥ���������ȱ��

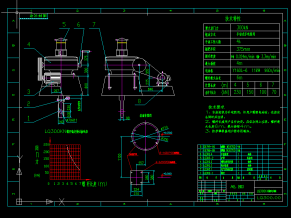
���4��Ϳװ�豸����ͼ

���18��Ϳװ�豸����ͼ

��������ͼ

���7���豸����ͼ

�ײ�Ϳװ�豸����ͼ
���������������û��ϴ�������Ȩ��ԭ�������У����漰��Ȩ���⣬����������ϵ�����ǽ���ʱ������