

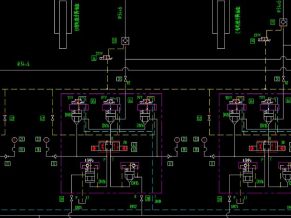
固定梁步进梁总图五(包扎图)
说明:
1.以车间地坪为±0.0。
2.本图所示状态为热态后下位。
3.结构厂焊接的焊缝应取成圈焊缝的10%进行的x射线检查,其余焊缝进行超声波探伤。
4.对于现场焊接的焊缝,应实行100%的超声波探伤,执行JB4730-94标准。
5.一般焊接采用E5015焊条,滑块与钢管焊接时依据不同材质选用焊条:不锈钢材质(Cr25Ni20Si2,1Cr18Ni9Ti)与20g钢管焊接时采用A402焊条;Co20、Co40与20g钢管焊接时采用A412焊条。
6.步进梁固定梁系统的试压应先单独进行,再与汽化冷却系统的试压共同进行,具体要求见汽化冷却图纸要求。
7.加热炉中心线两侧水梁对称制造。
8.各种制造原料,包括钢板、钢管、管件及焊条等应符合设计要求的钢号及相应的国家标准。
9.承担支承梁及其立柱焊接工作的人员应是具有锅炉压力容器持证的焊工,并且具有水平转动管对接,水平固定管对接,垂直固定管对接等项目焊接的合格资格。
10.制作立柱的钢管必须是整根的,纵梁应尽量减少焊缝数量,步进梁、固定梁的对接焊缝应按图纸中规定进行。
11.安装时在正常室温下按图纸尺寸对步进梁和固定梁的立柱进行冷拉,产生冷态弹性变形,详见CDA43L6-1。
12.必须保证固定梁与步进梁的顶面标高准确,固定梁顶面标高的安装误差不大±1mm,步进梁顶面标高的安装误差不大于±1mm,同一根梁的纵向安装的水平度误差不大于2mm。
13.所有管件制作后必须清理,保证管内无焊渣和杂物,管件两端采取措施封住再运往现场安装,封口在安装对接时方可打开。
14.图纸中未明确规定的技术要求均应按国家标准《步进梁式加热炉技术条件》中执行。

U形与T形接头

步进梁立柱三(四)

步进梁与固定梁立柱临时支撑

动立柱与静立柱

固定梁步进梁滑块安装图

固定梁步进梁制造图

固定梁步进梁总图二(俯视图)

固定梁步进梁总图六(放大图)

固定梁步进梁总图三(纵断面)

固定梁步进梁总图四(横断面)

固定梁步进梁总图一(冷拉图)

固定梁立柱三(四)

固定梁立柱一(二)

固定梁与步进梁总图

横梁零件图





















")



