

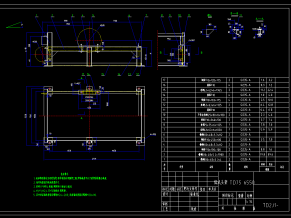
1.支架应按MT312-2000《液压支架通用技术条件》组织制造组装及验收:
2.组装时有相对转动的销轴螺检等处均应涂2#低湿润滑脂组装后支架动作应难确灵活、无卡锅,
3.铭牌先用6号字头打印“出编号”,然后按图示钻牌位置在底座相应部位配钻Φ2.96孔深8并铆固,
4.检验合格后除液压元件外,柱、千斤顶支架结构件非加工外表面均按合同规定颜色先喷徐防锈底漆再喷涂面漆。
5.支架出厂前将支架降至最低位置将伸缩梁、护帮板及顶梁掩护梁侧护板、插板均收回锁定。
6.在支架降架时尾梁千斤项应及时收回以免尾梁上起。
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!























")

