

1080m3高炉重力除尘器出口弯头改造设计
说明:
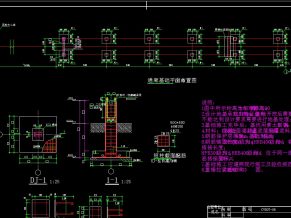
1.喷涂部位如图所示。焊钉布置如A向所示,管道轴向焊钉圈数间距200mm,管道径向焊钉向间距200mm。径向圆周上允许有一间距稍大于、小于200mm。
2.金属网连接处至少搭接一格50mm,并用钢丝扎牢。
3.喷涂层厚度为50mm,在管道拐弯处为~52mm,并应圆滑过渡。
4.喷涂要与设备安装配合进行。喷涂前,人孔要安装完毕,遮断阀拉杆与封盖间隙用石棉绳添满;遮断阀座安装完毕;遮断阀的蒸汽管安装完毕并用石棉绳封死出口。
5.人孔及波纹补偿器处不铺设金属网,除尘器以下不喷涂。
6.补偿器的喷涂必须在设备厂家指导下施工。补偿器膨胀缝必须在设备厂家的现场指导下,按照设备厂家的要求进行处理。
7.焊钉选用北京标准工业公司标准CJB101-88焊钉,焊钉与管壁采用E43焊条连续焊接,焊缝高度5mm。
8.喷涂料性能为大连科萌耐火材料有限公司产品参数。
9.在拐弯和不易浇注处可用北京长城耐火材料有限公司生产的耐火纤维浇注料,型号为RT-J,耐压强度0.7~1.2MPa,导热系数0.16w/m・k(800℃)。
10.图中所标管径为钢管内径。
11.明细表中喷涂料用量为理论用量,未计损耗。喷涂料订货时应包含损耗量,损耗量用户自定。

高炉粗煤气系统喷涂图

煤气管道用700x700人孔图

煤气管道支架改造施工图

目录

全图

人孔检修移动装置
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















")






")

