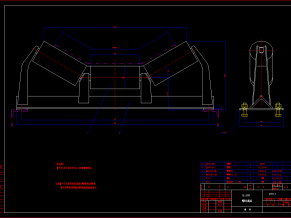
1.调整件3支撑转盘(5512-30-000-3),初始位置十字必须与辊道处于垂直位置,高度应符合图中位置.
2.件7中间套(5512-30-200-0)上曲柄的焊接,应在组装时调整好支撑转盘位置后,处于初始位置后再进行焊接.
3.旋转90°后,在图中相应位置现场焊接件26撞块(5512-30-000-15).
4.各润滑部位应加足润滑油,油号为2#锂基润滑脂.
5.调整支撑轴承座高度位置后,与件5上支座(5512-30-000-4)现场焊接.
6.焊接采用连续焊接.
7.装配完毕后,升降及旋转动作应保证灵活,可靠,准确.
8.外表面先涂一层防锈底漆,再涂两层墨绿色漆.