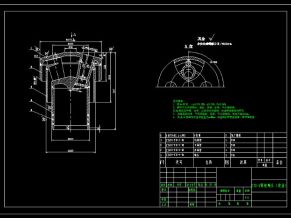
总图
1.在炉壳上的修炉口对应位置按要求开孔,开孔必须在制造厂完成。本件 在托圈与炉壳整体安装就位后现场焊接,图中各件与炉壳上部组焊完成后 整体退火处理。2.组焊接完成后,进行100%超声波探伤检查,检查执行GB113 45-89标准,检验等级B级,焊缝质量等级不低于Ⅰ级。3.焊后消除内应力。
明细
详图
文件
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
分享至:


























")



