

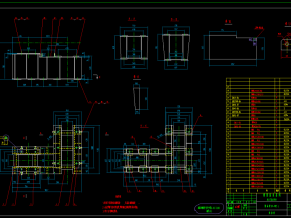
1.壳体组装后在整体范围内其壳体中心线相对底面垂直度为6X6mm;
2.上主轴水平度为0.2/1000;
3.提升链轮中心线与下部光轮中心线位置度为2mm;
4.设备壳体内侧面涂两道红色酚醛底漆,外侧面涂两道底漆后,再涂灰色面漆两道,各节编码号喷红色且各台设备要有所区别。
5.壳体安装时,按编号顺序从底部壳体到头部壳体依次找正安装就位,各节之间加石棉垫密封。详细要求见安装使用说明书;
6.连接料斗与链条的螺钉、螺母、垫圈在使用现场调整合格后,将螺纹部分焊死,以防松动;壳体支撑待整机安装调试合格后现场焊接;
7.链条料斗安装好后再安装底部张紧润滑油管。安装时,先打开底部壳体一侧检查门,拆下滑道,将润滑油管一端固定于接头上用铁丝拧紧,将另一端从滑道上的孔中抽出,并将胶管中充满油排尽空气后,再将另一端固定在门框的接头上。另一侧的安装方法相同。
8.传动链轮罩在安装现场固定在适当位置处。
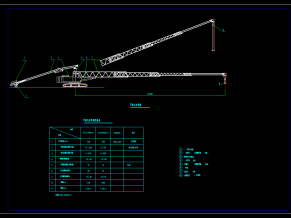
9.慢传动装置在设备正常运转时,将慢传动装置的联轴器上的螺栓和固定环取下,将慢传动电机和设备脱开。在检修时再将慢传动连接。主电机和慢传动电机在电器设置上严禁同时开启。
10.各部件按要求安装定位,确认无问题后即可进行手动盘车和空负荷试车。试车前应将止逆器罩卸开,把棘爪从棘轮上扳起固定,确认方向正确方可运转。右装,从逆止器看,主轴逆时针转动为工作转动方向;传动系统应单独进行试运转,确认方向后再装传动链试运转;
11.张紧装置安装完毕后,未利用张紧行程不得小于100mm。
12.空负荷运行无问题后进行负荷试车。

申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!















")







")
