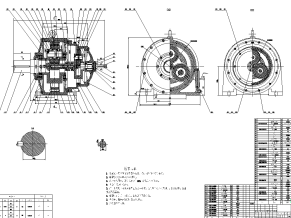
双电主轴磨削装置装配图-Model
削电主轴是最近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。高速数控机床主传动系统取消了带轮传动和齿轮传动。机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中相对独立出来,因此可做成“主轴单元”,俗称“电主轴”(ElectricSpindle,MotorSpindle)。
磨削电主轴是在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术,它与直线电机技术、高速刀具技术一起,把高速加工推向一个新时代。电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置、内置编码器、换刀装置等。电动机的转子直接作为机床的主轴,主轴单元的壳体就是电动机机座,并且配合其他零部件,实现电动机与机床主轴的一体化。CK0620数控车床主轴[1]
目前,随着电气传动技术(变频调速技术、电动机矢量控制技术等)的迅速发展和日趋完善,高速数控机床主传动系统的机械结构已得到极大的简化,基本上取消了带轮传动和齿轮传动。机床主轴由内装式电动机直接驱动,从而把机床主传动链的长度缩短为零,实现了机床的“零传动”。这种主轴电动机与机床主轴“合二为一”的传动结构形式,使主轴部件从机床的传动系统和整体结构中相对独立出来,因此可做成“主轴单元”,俗称“电主轴”(ElectricSpindle,MotorSpindle)。由于当前电主轴主要采用的是交流高频电动机,故也称为“高频主轴”(HighFrequencySpindle)。由于没有中间传动环节,有时又称它为“直接传动主轴”(DirectDriveSpindle)。
现有的标准型普通双柱立式车床和数控双柱立式车床用于对大型铸铁件、钢铁件及其它金属件粗车、精车工件外圆、内孔及端面等的加工,还具有加工大型圆锥体、任意圆弧曲面等功能;特别适合工程机械、回转支承、阀门、泵、建材机械、造船、冶金等制造行业。但在工程机械行业中部分的大型盘类零件的外圆、内孔及端面的粗、精磨削加工,现有的标准型普通双柱立式车床和数控双柱立式车床在完成工件外圆、内孔及端面的车削加工后,不能够在工件一次安装中完成外圆、内孔及端面的粗、精磨削加工,根据工艺要求,必须吊至另外的机床进行磨削加工,需要重新起吊、安装、定位,既不经济,又很麻烦,浪费人力、物力,而且较难保证达到所要求的精度。
双电主轴磨削装置种类很多,主要有:双电主轴磨削装置、双电主轴磨削装置、平面双电主轴磨削装置、工具双电主轴磨削装置和用来磨削特定表面和工件的专门化双电主轴磨削装置,如花键轴双电主轴磨削装置、凸轮轴双电主轴磨削装置、曲轴双电主轴磨削装置等[2]。
对双电主轴磨削装置来说,又可分为普通双电主轴磨削装置、万能双电主轴磨削装置、无心双电主轴磨削装置、宽砂轮双电主轴磨削装置、端面双电主轴磨削装置等
以上均为使用砂轮作切削工具的双电主轴磨削装置。此外,还有以柔性砂带为切削工具的砂带双电主轴磨削装置,以油石和研磨剂为切削工具的精磨双电主轴磨削装置等。
双电主轴磨削装置与其他机床相比,具有以下几个特点:
1、双电主轴磨削装置的磨具(砂轮)相对于工件做高速旋转运动(一般砂轮圆周线速度在35米/秒左右,目前已向200米/秒以上发展);
2、它能加工表面硬度很高的金属和非金属材料的工件;
3、它能使工件表面获得很高的精度和光洁度;
4、易于实现自动化和自动线,进行高效率生产;
5、双电主轴磨削装置通常是电动机---油泵---发动部件,通过机械,电气,液压传动---传动部件带动工件和砂轮相对运动---工件部分组成[1]。

301101(主轴箱)-Model

电主轴装配图-Model

技术要求

明细表

目录

皮带轮-Model

主轴-Model
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!