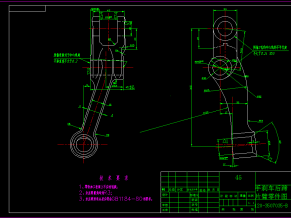
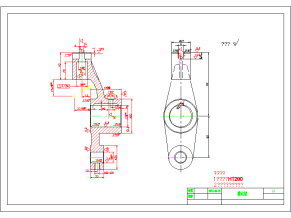
叉架
本文以CHJ01叉架中心扩孔加工的机床液压传动、电气控制及工装设计为研究对象,通过对主要结构和运动形式的探究以及对机床的工作过程和控制要求分析,CHJ01叉架零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以CHJ01叉架大外圆端面作为粗基准,以CHJ01叉架大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以CHJ01叉架大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。整个加工过程均选用组合机床。
给出了机床动作循环图、液压元件动作表;并采用PLC控制系统的设计方法,进行了软硬件设计,列出了PLC的I/O地址分配表,绘制了PLC的I/O分配图和单循环自动工作流程图,编写PLC控制程序的梯形图使整个控制系统的操作变得简单,大大提高了系统的自动化程度和实用性。

plc控制梯型图

V型块

叉架毛坯

电气控制原理图

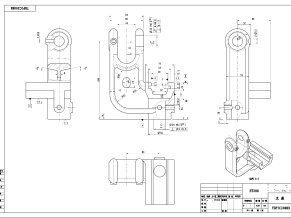
夹具体

接线图

说明书2

说明书3

液压原理图

支撑座

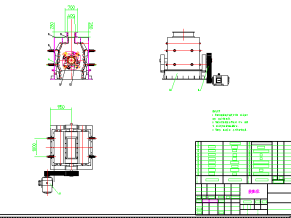
钻 床 夹 具

钻模板
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!