

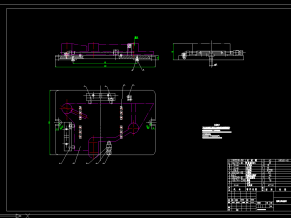
拉花键夹具装配图
为了提高劳动生产,保证加工质量,降低劳动强度,需要设计专用夹具。下面即为拉花键的专用夹具,本夹具将用于L6110拉床。
本夹具无严格的技术要求,因此,应主要考虑如何提高劳动生产率,降低劳动强度,精度不是主要考虑的问题。
3.2夹具设计
3.2.1定位基准的选择
为了提高加工效率及方便加工,决定材料使用高速钢,用于对进行加工,准备采用手动夹紧。
由零件图可知:在对拉花键进行加工前,底平面进行了粗、精铣加工,进行了粗、精加工。因此,定位、夹紧方案有:
方案Ⅰ:选底平面、和侧面定位夹紧方式用操作简单,通用性较强的移动压板来夹紧。
方案Ⅱ:选一面两销定位方式,夹紧方式用操作简单,通用性较强的螺旋压板来夹紧。
为了使定位误差达到要求的范围之内,这种定位在结构上简单易操作。
3.2.2切削力及夹紧力的计算
6.2.1选择拉刀材料
拉刀材料常用W6Mo5Cr4V2高速工具钢整体制造,一般不焊接柄部.由于拉刀制造精度高,技术要求严,在刀具成本中加工费用占的比重比较大,为了延长拉刀寿命,所以生产上也用W25Mo Cr4VCo8和W6Mo5Cr4V2Al等硬度和耐磨性均较高的高性能高速钢制造.但一般常用W6Mo5Cr4V2,故该拉刀材料选择W6Mo5Cr4V2.
6.2.2拉削方式
采用组合式的拉削方式,即在同一只拉刀上采用了两种拉削方式的组合.它的粗精切削齿都不分组,粗切削齿上开圆弧形分削槽,槽宽略小于刃宽,前后刀齿上分削槽交错排列,故粗切削齿上齿升量较大,拉削表面质量高,拉刀制造容易,适用于拉削余量较多的圆孔,是目前常用的一种拉削方式。
夹具说明
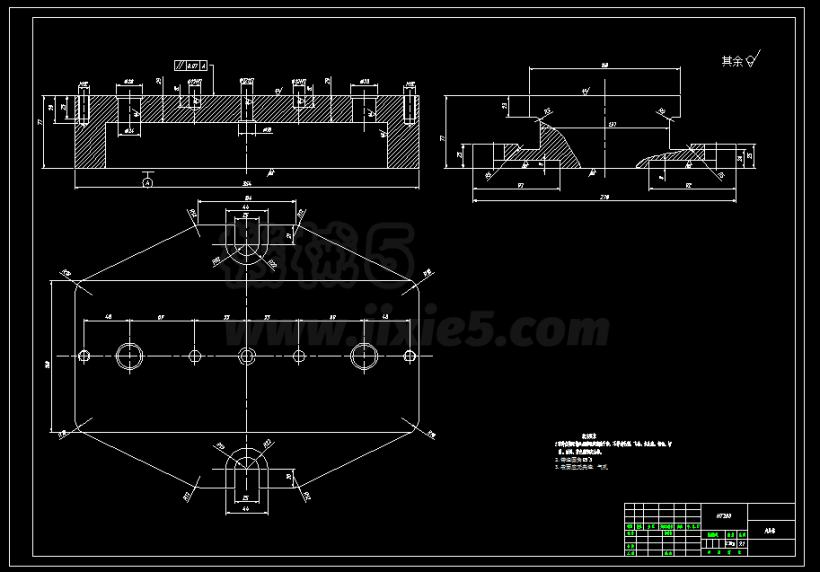
夹具体
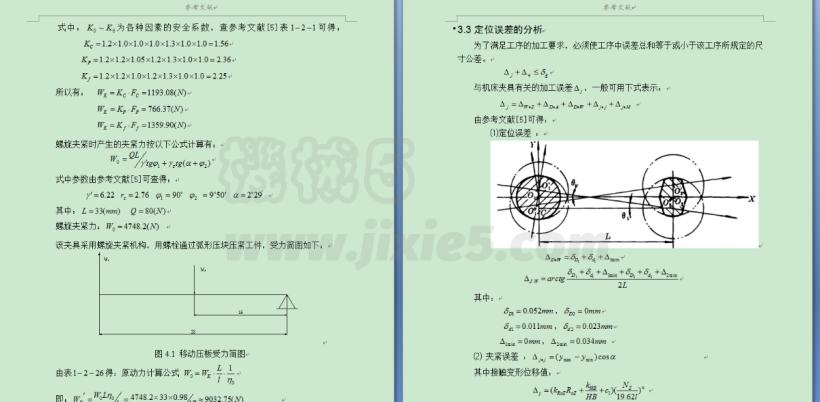
定位误差













![法兰盘[831004]9-钻φ6孔夹具](http://img.jixie5.com/d/file/2019/01/19/a3e3319e333ffd83a102dd3efef53119.png@!l "法兰盘[831004]9-钻φ6孔夹具")
![法兰盘[831004]8-铣距中心34,24两面设计](http://img.jixie5.com/d/file/2019/01/19/f18a7315870c7519ec5873d995486888.png@!l "法兰盘[831004]8-铣距中心34,24两面设计")

夹具设计")



CAD图纸+说明书")

