

滑轨零件图
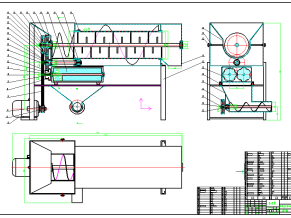
本文主要是针对滑轨进行机械加工工艺部分的设计及钻铣工序进行的夹具设计。滑轨上的各个不同大小的孔和平面是滑轨的主要加工表面。在通常情况下,加工时保证平面的加工精度相对于孔容易保证一些。正是根据这个原因,编制工艺的时候采用先加工面然后再加工孔即通常所谓的“先面后孔”的原理。为了保证孔和平面的精度尤其是精度比较高的孔,需要分为粗加工和精加工两个阶段。整个加工工艺采用通用的机床进行加工,比如常用的铣床,钻床,镗床等。加工滑轨的过程中采用专用夹具,为了提高效率和节省时间,夹具设计是设计滑轨铣工装及钻模,铣工装是以底面及2-φ4孔定位,铣粗糙度12.5上面;钻模是以底面及2-φ4孔定位,钻4-M5底孔,以提高工效,保证质量,这样能保证加工出来的零件能最大满足设计要求。

工序卡

工艺卡

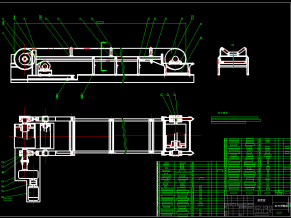
滑轨铣工装零件图拼合A1

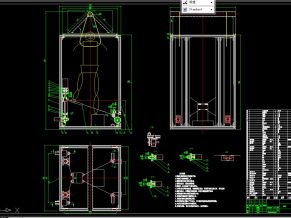
滑轨钻模A1

滑轨钻模零件图A1拼合

毛坯图

说明书目录

说明书字数

说明书总览






















")