

推动架零件-Model
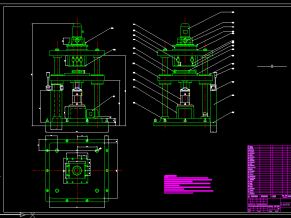
本夹具主要用来铣深9.5mm,宽6mm的槽,为了保证加工,最关键就是找到定位基准。同时,选择夹紧方案,考虑如何提高劳动生产率和降低劳动强度。
2、问题的提出与研究原始质料
为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。
本夹具主用用来铣槽,本工序的加工条件为X52K铣床,工件其他部位均已达到设计图样的要求。尺寸精度和表面粗糙度要求都不高。此套夹具设计中应重点考虑垂直度公差0.1,因此,在本工序加工中,应主要考虑孔轴线的位置要求,确定合适的定位基准,同时,应考虑如何提高劳动生产率和降低劳动强度。
3、定位基准的选择
出于定位简单和快速的考虑,选择孔和它的一端面为定位基准面,先用心轴和端面定位,限制5个自由度,但工件绕X轴转动的自由度没有限制。再用定位销对下端孔进行完全定位,限制其绕X轴转动的自由度。装夹卸载方便,减少了工作量。本工序采用孔和端面为基准定位,使加工基准和设计基准统一,能很好的保证定位的精度

底座

工艺过程综合卡片(参考,以说明书工艺路线为准)-Model

毛坯图-Model

目录

目录1

目录2

铣夹具装配图(20170112,以此为准)-Model
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















")
