

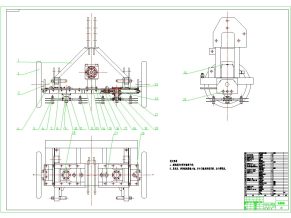
蜗轮箱
该零件结构有一定复杂性,有两个主轴孔,并且有底面的大平面,因此零件毛坯采用灰铸铁铸造成形,箱体零件是一种典型零件,因此其加工工艺规程和夹具设计也具有典型性。在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。为了消除由粗加工所造成的内应力、切削力、夹紧力和切削热对加工精度的影响,整个工艺过程中主要是先加工基准面,在加工其他的平面和孔,达到零件图上的要求。
对各平面加工时,首先是考虑定位,以保证平面的尺寸精度、相互位置精度和表面粗糙度,同时提高了生产率。箱体零件的轴孔是箱体零件的关键,因此我采用专用夹具――卧式镗床镗孔来保证各孔系的尺寸精度、平行度、同轴度等要求,对其他的油孔、螺纹孔、紧固孔的加工可放到最后进行。

三维

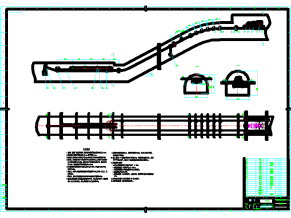
镗47孔夹具装配图

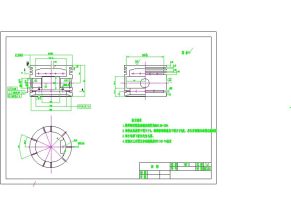
镗孔夹具体

镗模支架

蜗轮箱I的工艺规程和夹具设计说明书444444 2_doc_0

蜗轮箱I的工艺规程和夹具设计说明书444444 2_doc_1

修改铣平面夹具体
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!






















")
