

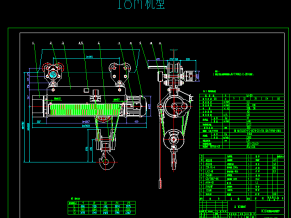
粗铣、精铣φ6H7mm孔两端面的铣床夹具装配图
本设计为“CA1340车床杠杆工艺规程及其钻铣夹具设计(全套)”,含车床杠杆全套工艺规程及二套夹具:夹具一(粗铣、精铣φ6H7mm孔两端面的铣床夹具):主要用来粗铣、精铣φ6H7mm孔的两端面,设备:X61W型铣床,直齿三面刃铣刀。铣φ6H7两孔的两内端面,为了使定位误差为零,因为φ20H7孔及两端面已加工,故选择φ20H7及下店面为主要定位基面,为了便于加工,现决定用硬质合金YG6圆柱铣刀,先用顺铣铣下端面,再用逆铣铣上端面,用螺旋夹紧。夹具二(钻R3mm圆弧油槽孔的钻床夹具):钻R3mm圆弧油槽,设备:Z5125型钻床,麻花钻、扩钻。本套设计图纸标注清晰、完整,配有技术要求等说明,水平很高,可供大家探讨学习>CA1340自动车床上的杠杆,它位于自动车床的自动机构中,与灵活器配合使用,起制动的作用。】

钻R3mm圆弧油槽孔的钻床夹具装配图

CA1340车床杠杆工艺规程及其钻铣夹具设计说明书

资料总预览

铣端面工序卡――与铣床夹具对应,绿线标示为要铣面

钻油槽,扩孔工序卡片――与钻床夹具对应,绿线标示为要钻孔

粗铣、精铣φ6H7mm孔两端面的铣床夹具体

钻R3mm圆弧油槽孔的钻床夹具体

CA1340自动车床杠杆毛坯图

机械加工工艺过程卡片

铰孔,锪倒角工序卡片
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















+说明书CAD图纸")
设计+说明书CAD图纸")




夹具设计CAD图纸+说明书+工序卡+工艺卡")


