

加工示意图
该方案是G41J-6型阀体双面钻24孔专机及夹具设计,主要任务是G41J-6型阀体双面钻24孔专用机床上的专用夹具设计,附加机床的总体设计。
本组合机床拟采用卧式双面组合机床,液压传动。由于组合机床是由大量通用部件和少量专用部件组成的工序集中的高效率机床,且加工精度稳定,所以本设计的主要目的就是提高工厂的生产率。为了进一步提高劳动生产率,该组合机床还采用了专用夹具,夹具采用液压夹紧,即省力,节约时间,又能保证加紧可靠,从而减少机床加工的辅助时间。
被加工零件为一阀体,被加工零件的加工精度和需要在组合机床上完成的加工工序,是制定机床方案的主要依据,我们要加工的零件阀体,其需要在组合机床上完成的工序为双面钻24个孔,孔的直径尺寸未注公差,其加工精度应取IT11级精度,孔于孔之间的位置精度要求不高,仅为,同一直线上孔的同轴度要求不高,所以钻24孔的加工工序只有一道工步即可,并且可以在一个安装工位上对所有孔同时从两面加工。此阀体零件年生产纲领为2.5万/年。

连杆1

连杆2

连杆3

压块

液压工作原理图

组合夹具体

钻模板

V形块

被加工零件工序图

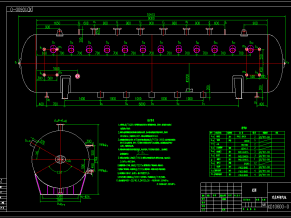
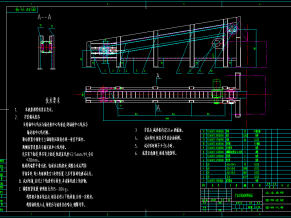
机床联系尺寸图

连杆

压块

液压工作原理图

组合夹具体

钻模板

机床总联系尺寸图










CAD图纸+说明书")
+说明书CAD图纸")

")
")
设计CAD图纸+说明书")
CAD图纸+说明书")

")
")