变速箱外壳
本文研究的是变速箱箱体的主要加工工艺,还研究了钻孔和粗铣的夹具设计。在对变速箱进行表面加工的时候,主要需要加工的就是平面和孔。相比较孔和平面加工精度,保持平面加工精度更简单。本文在设计的时候按照先面后孔的方法。孔和平面的加工可以分为粗加工和精加工两部分。将输入轴和输出轴的支承孔作为粗基准,将顶面与两个工艺孔作为精基准。加工工序原则是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。在变速箱箱体的生产过程中采用的机床是组合机床。设计的夹具是专用夹具,夹紧方式选用气动夹紧,其具有夹紧可靠、不自锁等优点,故而生产效率较高,适合大批量、流水线上加工,本文设计的夹具能够达到制造需要。

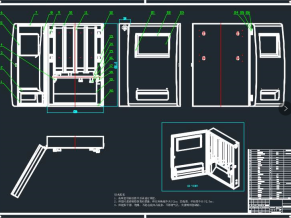
夹具

夹具装配图

转膜拜

说明书