

工件图
(1)冲裁件的形状应尽量简单,最好是规则的几何形状或由规则的几何形状所组成。同时应避免冲裁件上过长的悬臂与凹槽,它们的宽度要大于料厚的(1.5到2)倍,该零件外形上接近于矩形,没有悬臂和凹槽,冲裁件的最小尺寸为8mm大于1.5t。
(2)一般情况下,冲裁件的外形和内孔应避免尖角,采用的圆角。此零件设有R3的倒角。
(3)冲孔时,因受凸模强度限制,孔的尺寸不宜过校用一般冲模冲圆孔时,对硬钢,直径;对软钢和黄铜,;对铝及锌,。冲方孔时,对硬钢,边长;对软钢及黄铜,;对铝和锌,。由于08F钢属于软钢。而。所以该条件也满足。
(4)孔与孔之间的距离或孔与零件边缘之间的距离a,因受模具强度和冲裁件质量的限制,其值不能过小,一般应取a.>2t(3-4mm),如使用级进模,而且对零件精度要求不高时,a可适当减小,但也不宜于小于板厚。孔与零件边缘的最短距离为11.5mm。
(5)冲裁件的精度一般可达IT10-IT12,高精度可达IT8-IT10级,冲孔比落料的精度约高一级。该零件没有标准公差,则对于非圆形件按国家标准《非配合尺寸的公差数值》精度来处理,冲模则可按精度制造。

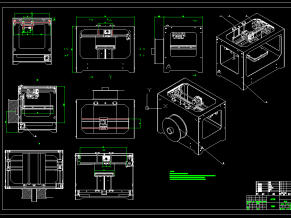
装配图

所有文件预览

落料凹模

凸凹模

凸模

凸模固定板

卸料板

字数统计
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!


















冲压成形工艺及模具设")




")