Ш§ЮЌзАХфЭМ (1)
ЬтФПЫљИјЕФСуМўЪЧБфЫйЦїЛЛЕЕВцЁЃЫќЮЛгкЦћГЕЕФБфЫйЛњЙЙЩЯЃЌжївЊЦ№ЛЛЕЕзїгУЁЃ
вЛЃЎСуМўЕФЙЄвеЗжЮі
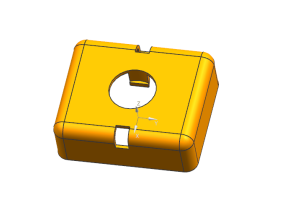
СуМўЕФВФСЯЮЊ35ИжЃЌЃЌЮЊДЫвдЯТЪЧБфЫйЦїЛЛЕЕВцашвЊМгЙЄЕФБэУцвдМАМгЙЄБэУцжЎМфЕФЮЛжУвЊЧѓЃК
1ЁЂПзІЕ15.8вдМАгыДЫПзЯрЭЈЕФЁЂM10ТнЮЦПзЁЃ
2ЁЂЩЯЯТUаЭПкМАЦфСНЖЫУц
3ЁЂЛЛЕЕВцЕзУцЁЂЯТUаЭПкСНЖЫУцгыПзІЕ15.8жааФЯпЕФДЙжБЖШЮѓВюЮЊ0.15mmЁЃ
гЩЩЯУцЗжЮіПЩжЊЃЌПЩвдДжМгЙЄІЕ15ЕФПзЃЌШЛКѓвдДЫзїЮЊЛљзМВЩгУзЈгУМаОпНјааМгЙЄЃЌВЂЧвБЃжЄЮЛжУОЋЖШвЊЧѓЁЃдйИљОнИїМгЙЄЗНЗЈЕФОМУОЋЖШМАЛњДВЫљФмДяЕНЕФЮЛжУОЋЖШЃЌбЁдёвдПзЮЊЛљзММгЙЄЕФУцзїЮЊПзМгЙЄЕФОЋЛљзМЁЃзюКѓЃЌвдОЋМгЙЄЕФПзЮЊЛљзММгЙЄЦфЫћЫљгаЕФУцЁЃДЫБфЫйЦїЛЛЕЕВцСуМўУЛгаИДдгЕФМгЙЄЧњУцЃЌЫљвдИљОнЩЯЪіММЪѕвЊЧѓВЩгУГЃЙцЕФМгЙЄЙЄвеОљПЩБЃжЄЁЃ
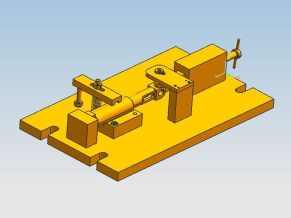
ЖўЁЂШЗЖЈЩњВњРраЭ
вбжЊДЫЛЛЕЕВцСуМўЕФЩњВњИйСьЮЊ5000Мў/ФъЃЌСуМўЕФжЪСПЪЧ2.26Kg/ИіЃЌВщЁЖЛњаЕжЦдьЙЄвеЩшМЦМђУїЪжВсЁЗЕк2вГБэ1.1-2ЃЌПЩШЗЖЈИУЛЛЕЕВцЩњВњРраЭЮЊжаХњЩњВњЃЌЫљвдГѕВНШЗЖЈЙЄвеАВХХЮЊЃКМгЙЄЙ§ГЬЛЎЗжНзЖЮЃЛЙЄађЪЪЕБМЏжаЃЛМгЙЄЩшБИвдЭЈгУЩшБИЮЊжїЃЌДѓСПВЩгУзЈгУЙЄзАЁЃ

Ш§ЮЌзАХфЭМ (2)

зжЪ§

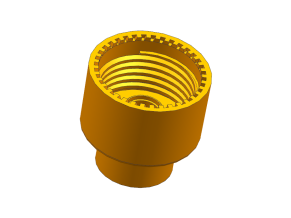
зъ15.8ПзМаОпЬх

зъ15.8ПззАХфЭМ

СуМўЭМ

УЋХїЭМ

ШЋВПЮФМў

Ш§ЮЌСуМўЭМ
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ