

扣板
该工件形状简单,为一个L外形,内部定有三个孔的冲孔落料件。零件图外形上未标公差,只有一个5+0.15的孔和两个4.2的孔间距有公差,尺寸精度要求并不高,从应用上看扣板对外观质量要求不高,应用并无特殊要求。从经济角度、实际制造成本看该制件适合采用冲压生产,就精度而言该件精度要求也能够在冲压加工中得到保证。
分析该制件的冲压生产需要的基本的冲压工序有冲孔、落料两道工序。理论上,落料应归为最终成型工序。就工件的工艺结构分析,先综合分析初步拟定有以下几种冲裁方案:
一、冲孔后落料,分两道工序加工。分别制造冲孔,落料两套模具,配置两条产线,中间需要转料工序,先冲孔再落料工艺需给模具配置两台压力设备加工完成。
二、采用冲孔落料复合模,由一套模具、一台压力设备完成冲压加工完成。
三、采用双工位的冲孔落料级进模,由一套模具及压力设备完成制件的加工。
比较上述各个方案:
方案一各个模具结构简单,综合投入成本较高,使用寿命长,制造容易,投产较快。但工序分散,劳动生产率低,人力设备等资源比较浪费。
方案二采用冲孔落料一道工序即可完成,尺寸精度高,孔间距尺寸能够得到保证,工件外观平整,质量较好,生产效率较高。缺点:模具结构复杂,制造、调试、设计成本较高。模具零件较多,制造周期长,投产相对较慢。
方案三采用双工位的级进模即可完成工件的加工,尺寸精度较好。生产效率高,模具结构相对复合模较简单,但工艺不一样,零件相对简单,制造周期短,投产较快,生产效率高。
综述:采用方案三,相对比较方案二的设计制造工时较高,不能有效的利用工时,提高生产效率。

扣板排样图

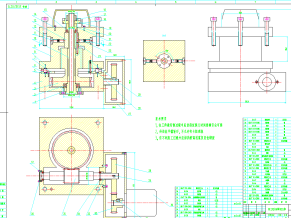
SXY-KB-1-00 装配图

SXY-KB-1-01 下模座

SXY-KB-1-02 下垫板

SXY-KB-1-03 凹模

SXY-KB-1-04 定位销

SXY-KB-1-05 上模座

SXY-KB-1-06 落料凸模

SXY-KB-1-07 上垫板

SXY-KB-1-08 凸模固定板

SXY-KB-1-09 冲孔凸模A

SXY-KB-1-10 导正销

SXY-KB-1-11 卸料板

SXY-KB-1-12 冲孔凸模B

SXY-KB-1-13 导料板

SXY-KB-1-14 承料板
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















")
