工件图-CM003-T形垫片冲孔-落料复合冲裁模具设计
摘要:冲压生产是当代金属加工领域的重要手段,冷冲模是冲压生产中不可少的主要工艺设备。本课题是针对倒装复合冲裁模的设计,其主要设计过程如下:首先,对冲压件工艺分析,从而确定冲裁间隙及凸、凹模和凸凹模刃口尺寸。其次,通过对冲裁件的排样来实现对材料的利用率。再次,通过对冲裁力的计算来选择压力机和确定压力中心。最后,进行模具零部件的设计及选用,运用AutoCAD绘制模具装配图和零部件图。
关键词:倒装复合冲裁模;凸模;凹模
引言
模具是工业生产中使用极为广阔的工艺装备。采用模具生产零部件,具有高效、节省材料、成本低廉、保证质量等一系列优点,是当代工业生产的重要手段和工艺发展方向。现代工业的发展和技术水平的提高,在很大程度上取决于模具工业的发展水平。模具设计是制造模具的依据和基础,因此进行模具设计时,设计者不仅要有较高的模具设计理论知识,还要有一定的模具制造及使用实践经验,才能设计出结构合理、成本低廉、使用方便、寿命较长的优质模具来。在一般情况下,进行模具设计应按设计程序和步骤进行。
冲裁是利用冲模将板料的一部分沿一定轮廓形状与另一部分分离的工序。经过冲裁以后,板料被分成带孔部分和冲落部分。若冲裁的目的在于获得一定形状和尺寸的内孔,这种冲才被称为冲孔。若冲裁的目的在于获得具有一定外形轮廓和尺寸的零件,这种冲裁成为落料。冲裁工序所需要的模具称为冲裁模。冲裁模是从条料、带料或半成品上沿规定轮廓分离板料使用的模具,通常指落料模和冲孔模。
本设计是典型的倒装复合冲裁模设计。
复合模是指在压力机的一次行程中,在模具的同一个工位上同时完成两道或两道以上不同的冲模。复合模是一种多工序冲裁模,它在结构上的主要特征是有一个或几个具有双重作用的工作零件――凸凹模。根据凸凹模在模具中的装配位置不同,分为正装式复合模和倒装式复合模两种。凸凹模装在上模的称为正装式复合模,凸凹模装在下模的称为倒装式复合模。从正装式和倒装式复合模结构分析中可以看出,两者各有优缺点。正装式复合模较适用于冲裁材料较软或料厚较雹平直度较高的冲件,还可以冲制孔边距较小的冲件。而倒装式复合模结构简单(省去了顶出装置),便于操作,并为机械化出件提供了条件,故应用非常广泛。
1冲裁件的工艺分析
冲裁件的工艺分析是指冲裁件对冲压加工工艺的适合性,即冲裁件的结构形状、尺寸大孝精度等级等是否符合冲裁加工的工艺要求。良好的结构工艺性应保证材料消耗少,工序数目少,模具结构简单而寿命长,产品质量稳定,操作简单等。通常对冲裁件的工艺性影响最大的是几何形状尺寸和精度要求。
1.1冲裁件的结构与尺寸
①该零件结构较简单,形状对称,由圆和直线组成。冲裁件的形状应尽可能简单、对称,最好采用圆形、矩形等规则的几何形状或由这些形状所组成,使排样式废料最少。冲裁件零件简图如下图1-1所示。
参考文献
[1]史铁梁.主编.《模具设计指导》.机械工业出版社.2003
[2]徐振坤.主编. 《冲压模具设计与制造》 .化学工业出版社.2003.7
[3]郑家贤.主编.《冲压工艺与模具设计实用技术》.机械工业出版社.2005.1
[4]洪钟德.主编.郭重庆.主审.简明机械设计手册.同济大学出版社2002
[5]中国机械工程学会中国模具设计大典编委会.《中国模具设计大典》(3) .江西科学技术出版社.2003
[6]李文.林若森. 《机械制图教程》.清华大学出版社.2004
[7]模具实用技术丛书编委会.《冲模设计应用实例》.编.机械工业出版社.2001
[8]吴宗泽.主编.第二版.《机械设计实用手册》.化学工业出版社.1998
[9]模具设计与制造技术教育从书编委会.编.《模具结构设计》.机械工业出版社.2003
[10]隋锡善.主编.《公差配合与量具使用》.高等教育出版社.1994
[11]谢昱北.主编《模具设计与制造》.北京大学出版社.2005
[12]吴伯杰.编着.《冲压工艺与模具》.电子工业出版社.2004
[13]王秀凤、万良辉.主编.《冷冲压模具设计与制造》.北京航空航天大学出版社.2004

凸模

推杆

凹模

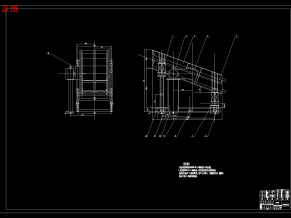
装配图

凹凸模

全部文件 (1)

字数 (1)