

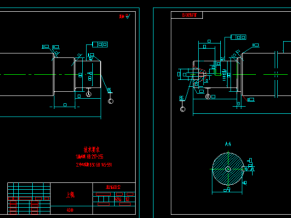
空气滤清器壳落料正反拉深复合模装配图
冲压技术概述
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
目录
1前言1
1.1冲压技术概述1
1.2冲压技术的发展趋势2
2冲压工艺分析4
2.1零件材料的分析4
2.2零件工艺性的分析4
2.3确定工艺方案和模具形式5
2.4冲压工序数确定7
2.5模具类型的确定7
2.6工艺方案分析7
3模具结构型式的确定8
4部分工艺参数计算9
4.1毛坯尺寸计算: 9
4.2计算反拉深次数9
5各部分工艺力计算10
5.1落料、正拉深力过程10
5.2反拉深过程11
5.3拉深功的计算12
6.1反拉深凸、凹模刃口尺寸及公差的计算13
6.2冲孔凸、凹模刃口尺寸及公差的计算13
6.3冲孔凸模的设计14
6.4拉深凹模的设计16
6.5凸凹模(拉深凸模和冲孔凹模)设计18
7.压力设备选择20
8.1模具结构的设计22
8.2模具的闭合高度22
9模具其它零件设计及计算23
9.2模架的类型及应用24
9.3定位装置26
9.4卸料装置26
9.5推件装置的设计27
9.6模柄的类型及选择28
9.7凸模固定板29
9.8垫板30
9.9紧固件30
9.10定位销30
10.模具的装配31
10.1复合模的装配31
10.2凸、凹模间隙的调整31
11.模具零件32
续表33
12.凸凹模制造的工艺过程34
13.设计总结36
.参考文献39
.致谢40

A3 凸凹模

A3 上垫板

A4 冲孔凸模

A4 顶板

B型导套

A1 反拉深凹模固定板

A1下模座

B型导柱

上垫板A2

A1 上模座

A3 拉深凹模

A3 压入式模柄

A1 凸凹模固定板




















机啤复合模装配图")




")