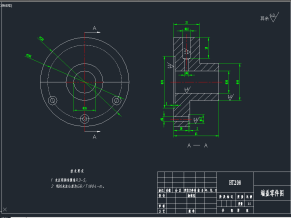
零件图
轴承座前后端面要求切削加工和倒角加工,并在轴向方向上均大于相邻表面。12mm孔和22mm孔的端面均为平面可以防止加工过程中钻头钻偏,以保证孔的加工精度;47mm孔和前后俩个端面由车床加工出来;底面和顶面用铣床加工;另外,该零件其余表面精度都较低,不需要加工,通过铸造就可以达到加工要求。由此可见,该零件的工艺性较好。
毛坯图
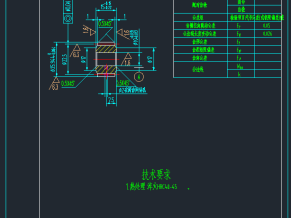
夹具装配图
夹具体零件图
加工工艺过程卡
工序卡1
工序卡2
工序卡3
工序卡4
工序卡5
内容
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
分享至: