
文件列表
目录
摘要…………………………………………………………………………… I
Abstract……………………………………………………………………… II
第1章绪论………………………………………………………………… 1
1.1现代机床夹具发展的方向………………………………………… 1
1.2现代制造业对夹具设计的要求…………………………………… 2
1.3项目提出的背景及研究的内容…………………………………… 2
1.4项目研究的方法、预期结果及意义……………………………… 3
第2章涡轮盘件榫槽的加工特点及工艺装备………………………………4
2.1涡轮盘榫槽加工工艺的分析………………………………………4
2.1.1涡轮盘榫槽加工工序图的分析…………………………… 4
2.1.2零件毛坯种类、特点……………………………………… 5
2.1.3涡论盘的加工工艺规程分析……………………………… 5
2.2拉削方法及工艺装备的分析与选拳…………………………… 6
2.2.1拉削方法…………………………………………………… 6
2.2.2工艺装备……………………………………………………7
第3章涡轮盘分度夹具设计方案的确定………………………………… 10
3.1定位原理和定位机构………………………………………………10
3.2定位基准的选取以及定位误差的分析……………………………11
3.2.1定位基准的选择和定位装置的设计…………………… 11
3.2.2定位误差的分析和计算………………………………… 11
3.3夹紧装置的设计……………………………………………………14
3.3.1夹紧方案的确定………………………………………… 14
3.3.2夹紧力的确定…………………………………………… 15
3.4分度结构的设计……………………………………………………18
3.4.1分度方式选择…………………………………………… 18
3.4.2端齿盘式分度盘的优点………………………………… 18
3.4.3端齿盘式分度盘设计…………………………………… 19
3.5分度装置的动力系统设计…………………………………………20
3.5.1端齿盘分合的动力系统……………………………………… 21
3.5.2分度回转机构动力设计………………………………… 22
3.5.3辅助夹紧装置液压缸的设计……………………………… 24
3.6夹具辅助机构设计…………………………………………………25
3.6.1转动刹车机构…………………………………………… 25
3.6.2分度指示机构…………………………………………… 26
3.7主要零件设计要点…………………………………………………26
3.8主要尺寸计算………………………………………………………27
第4章分度夹具使用和调整…………………………………………………30
4.1分度夹具使用………………………………………………………30
4.1.1加工准备………………………………………………… 30
4.1.2控制过程………………………………………………… 30
4.1.3拉削试料及试件………………………………………… 31
4.2分度夹具调整和提高榫槽精度的方法……………………………32
4.2.1调整径向尺寸…………………………………………… 32
4.2.2调整分度………………………………………………… 32
4.2.3提高榫槽粗糙度方法…………………………………… 33
第5章经济性与资源分析……………………………………………………34
结论……………………………………………………………………………35
致谢……………………………………………………………………………36
参考文献……………………………………………………………………… 37
专题……………………………………………………………………… 38
附录1中文译文……………………………………………………………… 46
附录2外文文献……………………………………………………………… 54
1.1现代机床夹具的发展方向
机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变
现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。
为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。
现代机床夹具的发展方向主要表现在:
1.标准化
完善的标准化,不仅指现有夹具零部件的标准化,而且对应各种类型夹具应有标准的结构。这样可以使夹具的设计、制造和装配工作简化,有利于缩短生产周期和降低成本。
2.可调化、组合化
这样做可以扩大专用夹具的使用范围,改变以往工艺条件稍有变化就导致专用工装报废的现象,使夹具能重复利用。实行组合化的原则设计工装,用少量元件能满足多种要求。
3.精密化
随着机械产品加工、装配精度日益提高,高精度机床大量涌现,势必要求机床夹具的精度也相应地越来越高。
4.高效自动化
为了既改善劳动条件,实现文明生产,使所设计的工装更符合人机工程学原理,以提高生产效率,又能降低加工成本,对夹具提出高效自动化的要求,以便获得良好的经济效益。
5.模块化
通过采用模块化设计,可以提高设计效率,缩短设计周期。
总图A0
定位环A2
端齿盘A2

端盖A2

分度盘A2
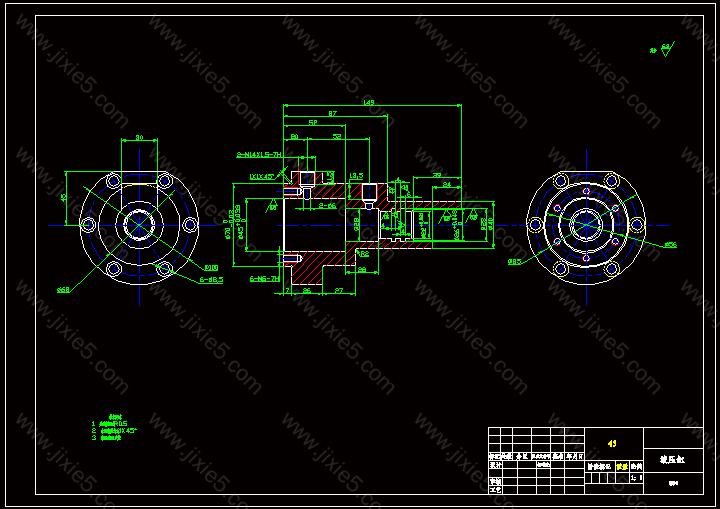
夹紧液压缸A2

零件图.夹具体A0










")
")
")
")





")