
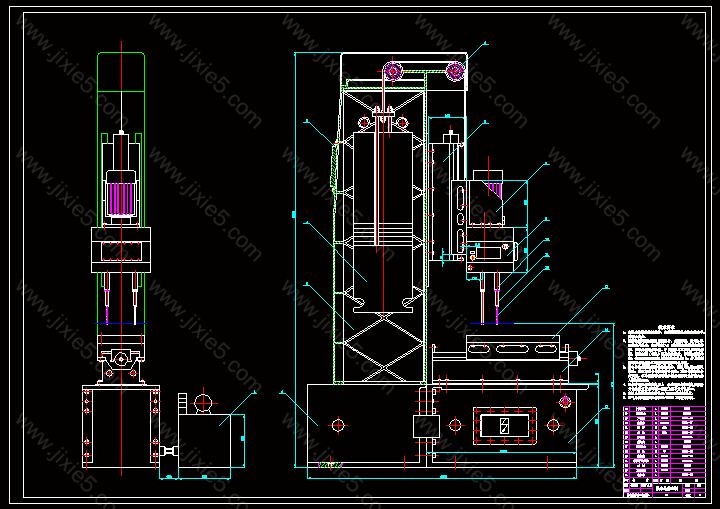
机床总装配图
摘要1
一、绪论2
1.1课题背景2
1.1.1国内组合机床的发展现状2
1.1.2组合机床的发展趋势3
1.2课题的提出及其意义3
1.3设计任务及其要求4
二、零件分析5
2.1零件的结构特点及其技术要求5
2.2零件的生产批量与机床的使用条件5
2.2.1零件的生产批量5
2.2.2机床的使用条件5
三、确定组合机床的配置形式和结构方案7
3.1组合机床的组成7
3.2组合机床类型8
3.2.1具有固定夹具的单工位组合机床8
3.2.2具有移动夹具的多工位组合机床9
3.2.3转塔式组合机床9
3.3组合机床的通用部件10
3.3.1通用部件的分类10
3.3.2通用部件的型号、规格及配套关系11
3.3影响因素11
3.3.1加工精度的影响11
3.3.2工件结构状况影响12
3.3.3生产率的影响12
3.3.4现场条件的影响12
四、“三图一卡”的编制13
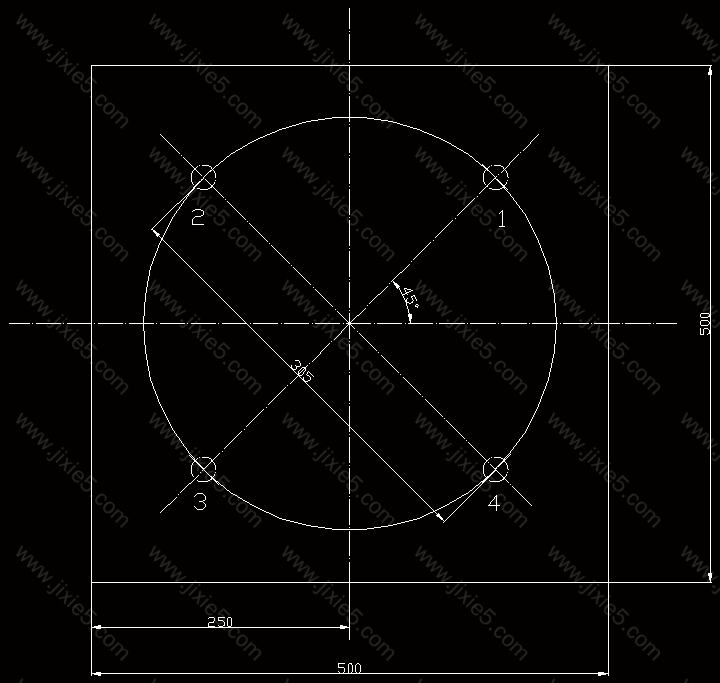
4.1被加工零件图13
4.2加工示意图14
4.2.1在加工示意图要标注的内容14
4.2.2绘制加工示意图的有关计算14
4.3机床联系尺寸图28
4.3.1选用动力部件28
4.3.2确定装料高度30
4.3.3确定夹具轮廓尺寸30
4.3.4左底座轮廓尺寸31
4.3.5确定多轴箱轮廓尺寸31
4.4生产率计算卡33
4.4.1理想生产率34
4.4.2实际生产率34
4.4.3机床负荷率35
4.4.4生产率计算卡35
五、多轴箱设计1
5.1多轴箱功用及分类1
5.2通用多轴箱的组成1
5.3多轴箱的通用零件1
5.3.1通用箱体类零件1
5.3.2通用轴类零件3
5.4绘制多轴箱原始依据图4
5.4.1确定主轴结构形式及齿轮模数5
5.4.2多轴箱的传动系统设计5
5.4.3矿车轮钻孔组合机床多轴箱传动系统的拟定7
5.5绘制传动系统图9
5.6绘制多轴箱总图9
5.7多轴箱零件设计10
六、夹具的设计11
6.1机床夹具的概述11
6.1.1机床夹具的组成11
6.1.2机床夹具的类型11
6.2工件结构特点分析12
6.3工件定位方案和定位元件的设计12
6.4夹紧方案和夹紧元件的设计12
6.5夹具体的设计13
6.4定位误差分析计算13
6.5夹具精度分析计算14
6.6夹具设计及操作的简要说明15
总结16
摘要
组合机床是以通用部件作为基础,配以按工件特定形状和加工工艺设计的专用主轴箱和夹具,组成的半自动或自动专用机床。
组合机床是一种专用高效自动化技术装备,目前,它是大批量机械产品实现高效、高质量和经济性生产的关键装备,因而被广泛应用于许多工业生产领域。在大批量生产的机械工业部门,大量采用的设备是组合机床。因此,组合机床及其自动线的技术性能和综合自动化水平,在很大程度上决定了这些工业部门产品的生产效率、产品质量和企业生产组织的结构,也在很大程度上决定了企业产品的竞争力。矿车轮在矿山机械技术领域用途极为广泛。而本题目就包含了这两种在机械领域都有着重要用途的设备。
矿车轮钻孔组合机床设计是一个复杂的设计。该零件(矿车轮)结构复杂,因此零件毛坯采用灰铸铁铸造成形,题目要求设计钻三个M10螺孔的组合机床。组合机床设计过程复杂,需要查阅资料很多,所以在设计时尽量使加工简单,但又不影响加工质量,同时使各工序尽量集中,发挥组合机床的优点,同时使各种误差减小到最低限度。
6.1机床夹具的概述
6.1.1机床夹具的组成
1)定位元件和定位装置用于确定工件正确位置的元件或装置,如V形块,定位销,凡是夹具都有定位元件,它是实现夹具基本功能的元件。
2)夹紧元件和夹紧装置用于固定工件以获得的正确位置的元件或装置。工件在夹具定位之后引进加工之前必须将工件夹紧,使其在加工时在切削力的作用下不离开已获得的定位,有时同一个元件既能定位,也具有夹紧的双重功效。
3)导向元件确定刀具的位置并引导刀具的元件,它也可以供钻镗类夹具在机床上安装时做基准找正用。
4)夹具体夹具体也称为夹具本体,用于将各种元件,装置连于一体,并通过它将整个夹具安装在机床上,一般采用铸铁制造,它是保证夹具的刚度和改善夹具动力学特性的重要部分。如果夹具体的刚性不好,加工时将要引起较大的变形和震动,产生较大的加工误差。
6.1.2机床夹具的类型
机床夹具的种类很多,形状千差万别,为了设计和制造方便,一般按某一属性进行分类,如按所使用的机床分:车床夹具,铣床夹具,镗床夹具,磨床夹具和钻床夹具。
6.2工件结构特点分析
在对矿车轮的结构分析及所要求加工的3个M10螺孔所处的特殊位置,要达到了要求的精度并不困难,可以采用支承板以底面为主定位面,保证两端面与底面之间的垂直度要求。采用一个胀套(弹簧心轴)直接夹紧,夹紧力由一个液压装置提供。
6.3工件定位方案和定位元件的设计
工件在夹具中的定位就是要确定工件与夹具定位元件的相对位置,并通过到向元件或对刀装置来保证工件与刀具之间的相对位置,从而满足加工精度的要求,工件在夹具中的定位一定要通过定位元件,并以六点定位原理分析所限制工件的自由度。
在加工端面时,以底面和侧面为定位,底面采用支承板定位,由于支承板最大尺寸对这个工件来说都偏小,在夹紧时,可能产生倾翻力矩,因此采用四个支承板来定位,这是明显的过定位,但是底面是已加工过的平面,所以这种定位是允许的,它将限制工件Z方向的移动、X方向上的旋转、Y方向上的旋转三个自由度。侧面采用两个支承钉来限制工件X方向上的移动、Z方向的旋转两个自由度。
6.4夹紧方案和夹紧元件的设计
工件在切削过程中会受到切削力、惯性力等作用,因此必须夹紧以保证定位,典型的夹紧装置是由夹紧元件、中间传力机构和动力源装置所组成。夹紧元件是执行夹紧的最终元件,是直接与零件接触来完成夹紧的。中间传力机构是传传递动力源装置的力到夹紧元件来完成夹紧,它可以改变夹紧力的大孝方向和使夹紧具有自锁性能。动力装置是产生夹紧力的动力源,所产生的力称为原始力。
夹紧装置在夹紧过程中有一定的要求:
1)夹紧装置应保证工件定位,而不能破坏工件的定位。
2)夹紧力的大小应能保证工件在加工时的位置不变,同时又不能使工件产生变形。
3)夹紧力的方向应和切削力方向相应,使夹紧力减校
4)夹紧装置的动作应迅速、方便、安全。
5)夹紧装置的结构应简单、合理、制造方便。
由于该道工序是钻M10螺孔,此零件属于中批量生产,利求夹具设计简单,夹紧机构简单,以降低成本的原则。我们采用可胀定位心轴(弹簧心轴)来作为夹紧元件。整个夹紧机构的夹紧力采用液压元件提供的液压力来保证。
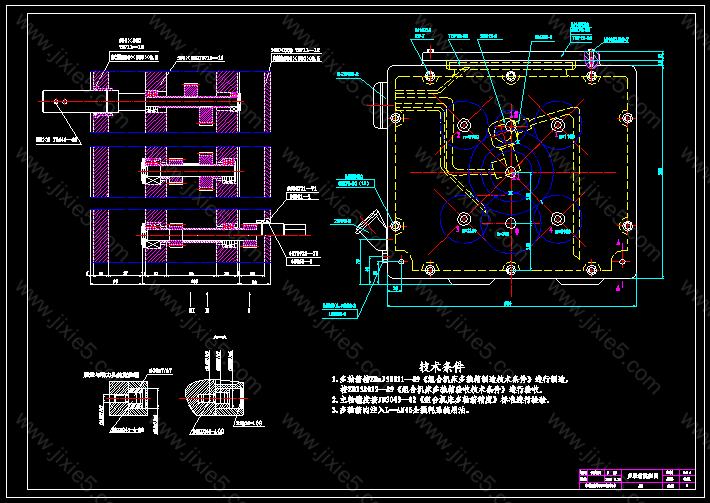
多轴箱装配图

被加工零件工序图
多轴箱原始依据图

夹具零件图

联系尺寸总图
文件列表
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!











")





