

QQ截图20150430082020
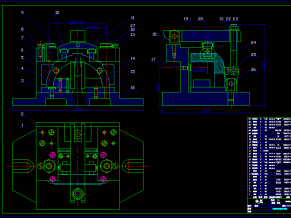
6320轴承外圈冷碾扩成形机理研究【带三维图纸】
精密冷辗是从传统热辗扩发展而来的。至少在六、七十年之前,人们就产生了实现精辗的愿望,并先后做过试验,但受到多种条件的制约。近20年以来,由于精密冷辗工艺方面的突破性进展和现代工业控制技术、传感器技术、微机技术、材料技术等的飞速发展,为精密冷辗技术的发展创造了条件,使其由试验研究进入实用阶段。当前精密冷辗技术在世界范围内处于成长和上升时期。这一阶段的主要标志是在应用中提高、完善、发展,在发展中扩大应用。在常温下用轧制加工环形零件是轧制加工的又一种类型。近几年来,我国轴承行业开始采用冷轧加工轴承套圈。它与冷轧丝杠或齿轮等零件的不同点在于轴承套圈毛坯在成形辊和芯辊之间经冷轧后截面缩小而工件直径扩大。为了区别于一般的螺栓和齿轮这类零件的冷轧加工,我们把轴承套圈这类环形零件的冷轧加工称为冷辗扩加工,把用来进行冷辗扩加工的设备称为冷辗扩机。轴承套圈的冷辗扩工艺是上世纪80年代发展起来的新技术。最先采用这项技术的有德国、美国、日本和前苏联,在80年代末和90年代初开始受到我国轴承行业的重视,先后派员出国考察和洽谈引进冷辗扩设备。就在国内轴承行业将进行一场轰轰烈烈的工艺革命的同时,天马领导人高瞻远瞩,先后引进世界上最先进的由德国巴德杜本公司生产的冷辗机及技术,率先将轴承环(套圈)精密冷辗扩成型工艺及设备用于中大型号套圈大批量生产中,经过公司不断地消化吸收,生产试制,现已成功地生产了几十个品种,月产量50多万套的大中型轴承套圈,技术、质量明显地上了个新台阶。冷辗扩的工作理是由一个主驱动的模具(滚轮)来成形外表面形状以及一个从动的旋转模具(芯棒)来成形内表面形状,他们由支撑轮将其挤压成形,因此这种利用金属材料的塑性变形来获得所需的零件形状和尺寸,没有材料的切除,也没有强烈的震动和噪声,因而具有切屑加工所不可比拟的优点。目前,国内轴承行业陆续从德国的巴德杜本公司和日本的共荣精工引进了一些冷辗扩冷辗扩机,德国的巴德杜本公司是研究开发轴承套圈冷辗扩设备较早的厂家,生产的冷辗扩机有立式的,也有卧式的,日本共荣精工生产的是卧式的。
关键词:冷碾扩成形冷碾扩成形;冷碾扩成形;改进设计
摘要III
Abstract IV
目录V
第1章绪论1
第2章总体方案确定2
2.1冷碾扩成形工作原理2
2.2 6320轴承外圈冷碾扩成形总体设计3
2.2.1轴承的特点5
2.2.2冷碾扩成形的整机结构及选择6
2.2.3冷碾扩成形冷碾扩成形的工作流程8
第3章冷碾扩成形结构设计10
3.1结构组成部分及功能11
3.2结构设计中的主要内容12
3.3成形机理介绍13
第4章成形机理研究15
4.1有限元简介17
4.2模型导入20
4.3材料设定21
4.4网格划分23
4.5边界条件设定25
4.6分析结果28
4.6.1轴承外圈分析结果30
4.6.2套圈分析结果31
4.6.3辗扩辊分析结果32
4.7分析结论74
4.71轴承外圈分析结论37
4.7.2套圈分析结论38
4.7.3辗扩辊分析结论39
结论40
参考文献41
致谢42

QQ截图20150430075728

QQ截图20150430075736

QQ截图20150430075811

QQ截图20150430081951

QQ截图20150430081958

QQ截图20150430082004

QQ截图20150430082033
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!















")

")
")
")
")
")
")
")