

装配图
电火花线切割自动运丝机构设计(全套设计及CAD图纸)
摘要
电火花线切割,其基本工作原理是利用连续移动细金属丝(成为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
本课题研究的是电火花线切割运丝机构的设计。为了避免火花放电总在电极丝的局部位置而被烧断,影响加工质量和生产效率。在加工过程中电极丝沿轴向作走丝运动。丝整齐地绕在丝筒上,形成一个闭合状态,走丝电机带动丝筒转动时,通过导丝轮使丝作轴线运动。电火花线切割加工机床是开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
目录
1绪论1
1.1国内外研究现状1
1.1.1国外的发展及现状1
1.1.2我国的发展及现状2
1.2数控电火花线切割加工原理3
1.3本课题研究内容及背景4
2 DK7740型线切割机走丝机构总体设计5
2.1数控电火花切割机床型号介绍5
2.2 DK7740型数控线切割机整体结构图6
2.3总体设计概况和思路6
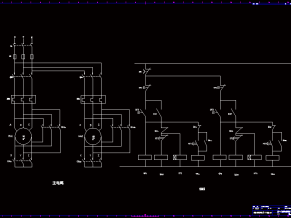
2.4电动机的选择7
2.5确定储丝筒基本尺寸8
2.6传动比的确定8
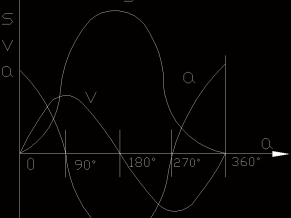
2.7传动装置的运动参数设计8
3齿轮减速传动设计计算11
3.1选择材料11
3.2压力角的选择11
3.3齿数和模数的选择11
3.4齿宽系数11
3.5确定齿轮传动的精度11
3.6齿轮的校核13
4轴的设计计算及校核16
4.1第Ⅰ轴的设计及校核16
4.2第Ⅱ轴的设计及校核19
4.3传动螺纹副的设计及校核23
5轴承寿命校核28
5.1第Ⅰ轴上轴承的校荷28
5. 2第Ⅲ轴轴上轴承的校荷29
6键的强度校核30
6.1联轴器处键的强度校荷30
6.2储丝筒端盖与轴联接处键的校荷31
6.3第Ⅰ轴与小齿轮联接处键的校核31
6.4第Ⅲ根轴上键的校核32
7储丝筒的结构设计33
8导轨的设计35
8.1导轨的特点35
8.2导轨的设计36
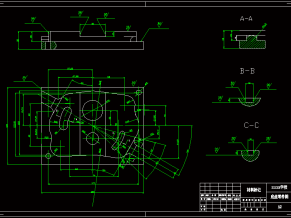
9典型零件的工艺设计39
9.1零件的形状39
9.2零件的工艺分析39
9.3确定毛坯的制造形式40
9.4基面的选择40
9.5制定工艺路线40
9.5.1工艺路线方案一41
9.5.2工艺路线方案二41
9.5.3工艺方案的比较与分析41
9.6选择加工设备和工艺装备42
9.7机械加工余量、工序尺寸及毛坯尺寸的确定42
9.8确定切削用量及基本工时44
总结54
致谢55
参考文献56

齿轮 (2)

齿轮 (3)

齿轮

储丝筒

储丝筒轴

导轨

防护板













")
【含CAD图纸】")
【含CAD图纸】")
(设计带CAD图纸)")
(设计带CAD图纸)")

")
")
")
")