

图纸合集
重锤零件的机械加工工艺规程及2×M12孔车床夹具设计(全套设计及CAD图纸)
摘要
重锤零件加工工艺及铣床夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
目录
摘要1
第1章绪论3
第2章加工工艺规程设计4
2.1零件的分析4
2.1.1零件的作用4
2.1.2零件的工艺分析4
2.2重锤加工的主要问题和工艺过程设计所应采取的相应措施5
2.2.1孔和平面的加工顺序5
2.2.2孔系加工方案选择5
2.3重锤加工定位基准的选择6
2.3.1粗基准的选择6
2.3.2精基准的选择6
2.4重锤加工主要工序安排6
2.5机械加工余量、工序尺寸及毛坯尺寸的确定9
2.6确定切削用量及基本工时(机动时间) 10
第3章铣45度面夹具设计21
3.1设计要求21
3.2夹具设计21
3.2.1定位基准的选择21
3.2.2切削力及夹紧力的计算21
3.3定位误差的分析24
3.4夹具设计及操作的简要说明24
总结26
参考文献27
致谢28

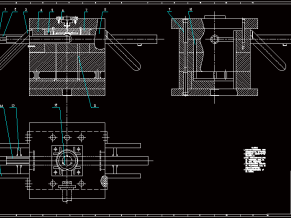
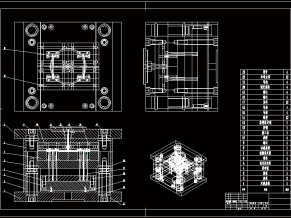
夹具体

夹具装配图

简图

零件图

毛坯图














")
")
")
")
")
")
")

")
